Kaedah Rawatan Panas untuk Batang Pukulan Bertirus
Rawatan haba bagi batang gerudi berbentuk tirus adalah penting untuk memastikan mereka memiliki kekerasan, ketahanan, dan tahan haus yang diperlukan untuk aplikasi penggerudian. Geometri tirus membawa cabaran seperti kadar penyejukan yang tidak rata dan kemungkinan distorsi. Di bawah adalah dua kaedah rawatan haba utama yang disesuaikan untuk batang gerudi berbentuk tirus, bersama dengan pertimbangan utama:

1. Pengetahanan Melalui Kekerasan dan Penegasan
Langkah Proses:
1. Austenitizing: Pengerasan AustenitPanaskan keseluruhan rod secara seragam kepada suhu austenitizing (contohnya, 830–870°C untuk keluli 4140).
2. Menyejukkan:Jadikan sejuk dengan cepat dalam minyak (lebih disukai berbanding air untuk meminimumkan tekanan terma) bagi membentuk martensit.
3. Pemberian Suhu:Panaskan semula kepada 400–600°C untuk mengurangkan kerapuhan dan mencapai keseimbangan antara kekerasan dan ketahanan.
Manfaat:
Memberikan kekerasan dan kekuatan teras yang seragam.
Sesuai untuk keluli karbon tinggi atau aloi (contohnya, 4140, 4340).
Cabaran untuk Rod Menyempit:
Penyejukan yang tidak sekata: Bahagian yang lebih tebal sejuk lebih perlahan, berisiko mengalami kawasan lembut atau distorsi.
Pengurangan: Gunakan pendinginan minyak yang digoncang atau pendingin polimer untuk penyejukan terkawal.
Rawatan Selepas:
Pemulihan mungkin diperlukan jika berlaku penggumpalan.
Uji kekerasan sepanjang taper (contohnya, skala Rockwell C) untuk memastikan konsistensi.
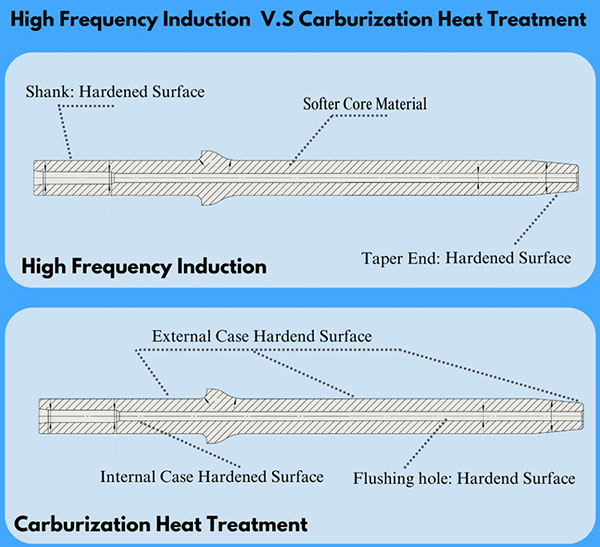
2. Penguatan Induksi
Langkah Proses:
1. Pemanasan Tempatan:Gunakan koil induksi untuk memanaskan permukaan yang meruncing ke suhu austenitizing.
2. Menyejukkan:Penyemburan penyejukan segera (air atau polimer) untuk mengeraskan permukaan.
3. Pemberian Suhu:Tempering suhu rendah (150–200°C) untuk mengurangkan tekanan.
Manfaat:
Menguatkan hanya permukaan, mengekalkan teras yang kuat.
Mengurangkan pepenjangan berbanding dengan pengerasan penuh.
Ideal untuk aplikasi yang memerlukan permukaan tahan aus (contohnya, benang batang gerudi).
Cabaran untuk Rod Tapered:
Reka bentuk gegelung: Memerlukan penjajaran gegelung yang tepat untuk mengekalkan pemanasan yang konsisten sepanjang penyempitan.
Kedalaman kes berubah: Bahagian yang lebih nipis mungkin terlalu panas; pergerakan gegelung automatik atau tetapan kuasa yang boleh laras dapat mengatasi ini.
Rawatan Selepas:
Ujian arus Eddy untuk mengesahkan keseragaman kedalaman kes.
Pertimbangan Tambahan
PraRawatan:
Pengembunan pelepasan tekanan selepas penghasilan untuk mengurangkan tegasan residu.
Menormalkan untuk memperbaiki struktur bijirin bagi pengerasan yang konsisten.
Kaedah Alternatif:
Nitriding: Pengukuhan permukaan suhu rendah (500°C) untuk penyelewengan yang minimum.
Austempering: Penyejukan terputus dalam mandian garam untuk mengurangkan lentur.
MaterialSpecific:
Keluli karbon tinggi mengutamakan kekerasan; keluli aloi (contohnya, 4140) menyeimbangkan ketahanan dan ketahanan aus.
Dengan memilih kaedah yang sesuai dan mengawal parameter proses (contohnya, medium penyejuk, kelajuan gegelung), batang gerudi berbentuk tirus dapat mencapai prestasi yang optimum dengan minimum distorsi. Pemeriksaan pascatreatment adalah kritikal untuk memastikan integriti geometri dan sifat mekanikal.