Phương pháp xử lý nhiệt cho thanh khoan tapered
Xử lý nhiệt của các thanh khoan hình nón là rất quan trọng để đảm bảo chúng có độ cứng, toughness và khả năng chống mài mòn cần thiết cho các ứng dụng khoan. Hình dạng hình nón tạo ra những thách thức như tốc độ làm mát không đồng đều và khả năng biến dạng. Dưới đây là hai phương pháp xử lý nhiệt chính được thiết kế dành riêng cho các thanh khoan hình nón, cùng với những yếu tố cần cân nhắc:

1. Tôi luyện và tôi thép
Các bước quy trình:
1. Austenit hóa:Đun nóng đồng đều toàn bộ thanh đến nhiệt độ austenit hóa (ví dụ, 830–870°C cho thép 4140).
2. Tôi luyện:Làm nguội nhanh trong dầu (ưu tiên hơn nước để giảm thiểu ứng suất nhiệt) để hình thành martensite.
3. Tôi luyện:Làm nóng lại đến 400–600°C để giảm độ giòn và đạt được sự cân bằng giữa độ cứng và độ dẻo.
Lợi ích:
Cung cấp độ cứng và sức mạnh đồng nhất cho lõi.
Thích hợp cho thép carbon cao hoặc thép hợp kim (ví dụ: 4140, 4340).
Những thách thức đối với thanh nén hình chóp:
Làm mát không đều: Các phần dày hơn làm mát chậm hơn, nguy cơ tạo ra các điểm mềm hoặc biến dạng.
Giảm thiểu: Sử dụng dầu làm nguội khuấy động hoặc chất làm nguội polymer để kiểm soát quá trình làm mát.
Hậu điều trị:
Có thể cần phải điều chỉnh nếu xảy ra hiện tượng cong vênh.
Kiểm tra độ cứng dọc theo phần thuôn (ví dụ, thang đo Rockwell C) để đảm bảo tính nhất quán.
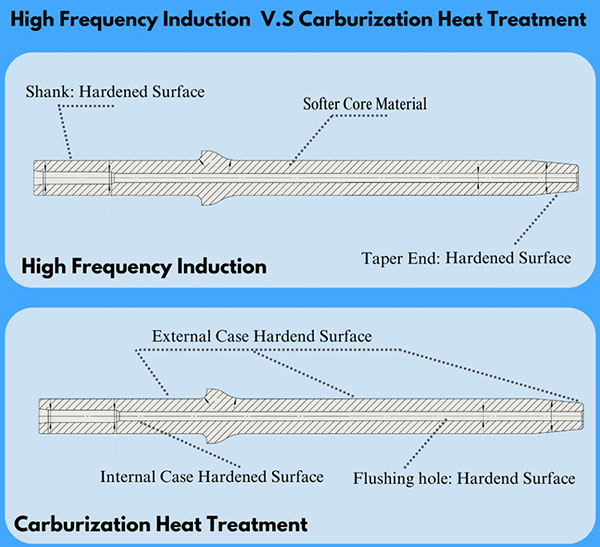
2. Rắn chắc bằng cảm ứng
Các bước quy trình:
1. Sưởi ấm tại chỗ:Sử dụng cuộn cảm ứng để nung nóng bề mặt hình nón đến nhiệt độ ổn định austenit.
2. Tôi luyện:Phun làm nguội ngay lập tức (nước hoặc polyme) để làm cứng bề mặt.
3. Tôi luyện:Gia nhiệt ở nhiệt độ thấp (150–200°C) để giảm căng thẳng.
Lợi ích:
Cứng hóa chỉ bề mặt, giữ gìn một lõi chắc chắn.
Giảm thiểu biến dạng so với việc làm cứng hoàn toàn.
Lý tưởng cho các ứng dụng yêu cầu bề mặt chống mài mòn (ví dụ: ren thanh khoan).
Thách thức đối với thanh nén.
Thiết kế cuộn dây: Cần căn chỉnh cuộn dây chính xác để duy trì sự nóng đồng nhất dọc theo đường chóp.
Độ sâu trường hợp biến đổi: Các phần mỏng hơn có thể quá nóng; chuyển động cuộn tự động hoặc cài đặt công suất biến đổi có thể giải quyết vấn đề này.
Hậu điều trị:
Kiểm tra dòng Eddy để xác minh độ đồng nhất của độ sâu lớp vỏ.
Các cân nhắc bổ sung
Tiền điều trị:
Giảm căng thẳng qua quá trình ủ sau gia công để giảm ứng suất còn lại.
Bình thường hóa để tinh chỉnh cấu trúc hạt nhằm đạt được độ cứng đồng nhất.
Phương pháp thay thế:
Nitriding: Tôi luyện bề mặt ở nhiệt độ thấp (500°C) để giảm thiểu biến dạng.
Austempering: Làm nguội gián đoạn trong bể muối để giảm biến dạng.
Chất liệu cụ thể:
Thép carbon cao ưu tiên độ cứng; thép hợp kim (ví dụ: 4140) cân bằng giữa độ bền và khả năng chống mài mòn.
Bằng cách chọn phương pháp phù hợp và kiểm soát các tham số quy trình (ví dụ: môi trường làm nguội, tốc độ cuộn), các thanh khoan hình nón có thể đạt được hiệu suất tối ưu với biến dạng tối thiểu. Kiểm tra sau xử lý là rất quan trọng để đảm bảo tính toàn vẹn hình học và các tính chất cơ học.