Wärmebehandlungsmethoden für konische Bohrstangen
Die Wärmebehandlung von konischen Bohrstangen ist entscheidend, um sicherzustellen, dass sie die erforderliche Härte, Zähigkeit und Verschleißfestigkeit für Bohranwendungen aufweisen. Die konische Geometrie bringt Herausforderungen wie ungleichmäßige Abkühlungsraten und potenzielle Verzerrungen mit sich. Im Folgenden werden zwei Hauptwärmebehandlungsmethoden vorgestellt, die auf konische Bohrstangen abgestimmt sind, zusammen mit wichtigen Überlegungen:

1. Durchhärtung und Vergütung
Prozessschritte:
1. Austenitisierung:Erhitzen Sie den gesamten Stab gleichmäßig auf die Austenitisierungstemperatur (z. B. 830–870 °C für 4140 Stahl).
2. Abschrecken:Schnell in Öl abkühlen (bevorzugt gegenüber Wasser, um thermischen Stress zu minimieren), um Martensit zu bilden.
3. Tempern:Erhitzen Sie auf 400–600 °C, um die Sprödigkeit zu verringern und ein Gleichgewicht zwischen Härte und Zähigkeit zu erreichen.
Vorteile:
Bietet gleichmäßige Kernhärte und Stärke.
Geeignet für hochlegierte oder legierte Stähle (z. B. 4140, 4340).
Herausforderungen für konische Stäbe:
Ungleichmäßige Kühlung: Dickere Abschnitte kühlen langsamer ab, was das Risiko von weichen Stellen oder Verzerrungen erhöht.
Minderung: Verwenden Sie bewegtes Ölabschrecken oder Polymerabschreckmittel für kontrollierte Abkühlung.
Nachbehandlung:
Eine Geradeinstellung kann erforderlich sein, wenn Verzerrungen auftreten.
Härteprüfung entlang der Tapserkante (z. B. Rockwell C-Skala), um Konsistenz sicherzustellen.
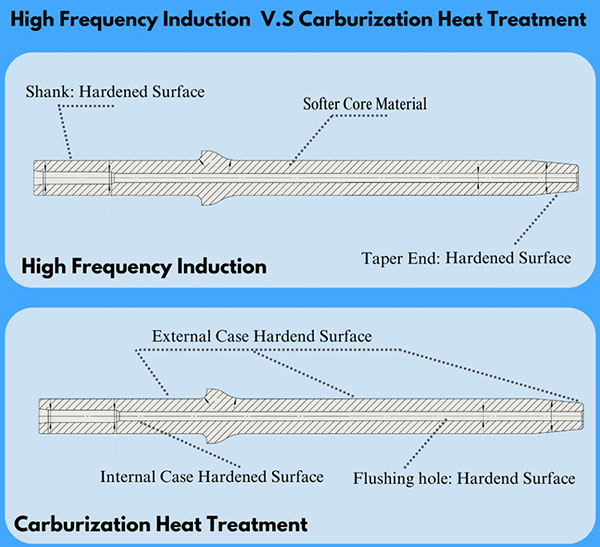
2. Induktionshärtung
Prozessschritte:
1. Lokalisierte Heizung:Verwenden Sie eine Induktionsspule, um die konische Oberfläche auf die Austenitisierungstemperatur zu erhitzen.
2. Abschrecken:Sofortige Sprühabschreckung (Wasser oder Polymer), um die Oberfläche zu härten.
3. Tempern:Niedertemperaturhartung (150–200 °C) zur Spannungsfreiheit.
Vorteile:
Härtet nur die Oberfläche und bewahrt einen harten Kern.
Minimiert Verzerrungen im Vergleich zur vollständigen Härtung.
Ideal für Anwendungen, die verschleißfeste Oberflächen erfordern (z. B. Gewinde von Bohrstäben).
Herausforderungen für konisch zulaufende Stäbe:
Spulendesign: Erfordert eine präzise Spulenausrichtung, um eine gleichmäßige Erwärmung entlang der Verjüngung aufrechtzuerhalten.
Variabler Falltiefe: Dünnere Abschnitte können überhitzen; automatisierte Spulenbewegungen oder variable Leistungseinstellungen können dies beheben.
Nachbehandlung:
Wirbelstromprüfung zur Überprüfung der Gleichmäßigkeit der Gehäusetiefe.
Zusätzliche Überlegungen
Vorbehandlung:
Stressabbau-Glühen nach der Bearbeitung zur Reduzierung von Eigenspannungen.
Normieren, um die Kornstruktur für eine konsistente Härtung zu verfeinern.
Alternative Methoden:
Nitrierung: Niedertemperatur-Oberflächenhärtung (500 °C) für minimale Verzerrung.
Austemperieren: Unterbrochene Abschreckung in einem Salzbade, um Verzug zu reduzieren.
Material-spezifisch:
Hochkohlenstoffstahl priorisiert Härte; Legierungsstähle (z. B. 4140) balancieren Zähigkeit und Verschleißfestigkeit.
Durch die Auswahl der geeigneten Methode und die Kontrolle der Prozessparameter (z. B. Abschreckmedium, Spulenlaufgeschwindigkeit) können konische Bohrstangen optimale Leistung bei minimaler Verzerrung erreichen. Die Nachbehandlungsinspektion ist entscheidend, um die geometrische Integrität und die mechanischen Eigenschaften sicherzustellen.