Vergleich von Kaltpress- und Heißpräge-Technologien für Bergbohrmeißel
Kaltpressverfahren
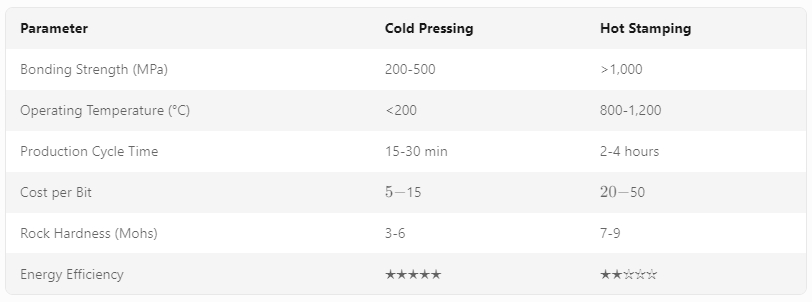
Prinzip: Erzielt dimensionsgenaue Genauigkeit und Verbindung durch mechanischen Druck (500-1.500 MPa) bei Raumtemperatur, wobei hochpräzise Formen und hydraulische Pressen verwendet werden, um Wolframkarbid (WC) oder andere verschleißfeste Materialien in vordefinierte Schlitze der Bohrkopfmatrix zu pressen.
Vorteile:
1. Niedrige Gerätekosten
• Benötigt Standardhydraulikpressen und -formen, wodurch die Investitionskosten gesenkt werden.
2. Komplexe Geometriekompatibilität
• Ermöglicht die präzise Herstellung von Spiralnuten, Spänenabfuhrlöchern und nicht-kreisförmigen Profilen.
3. Hohe Produktionseffizienz
• Kurze Zykluszeit (15-30 Minuten pro Stück), geeignet für die Serienproduktion und maßgeschneiderte Aufträge.
4. Energieeinsparung
• Eliminierung des Wärmeenergieverbrauchs und der CO₂-Emissionen.
5. Vielseitigkeit des Matrixmaterials
• Geeignet für niedriglegierten Stahl, duktilen Gusseisen und andere wärmeempfindliche Matrizen zur Vermeidung von thermischer Verzerrung.

Nachteile:
1. Begrenzte Klebkraft
• Mechanisches Verzahnen bietet eine Haftfestigkeit von 200-500 MPa, anfällig für Versagen unter Hochstoss- und Vibrationsbedingungen.
2. Reduzierte Verschleißfestigkeit
• Lokalisierte Spannungsanreicherung führt zu schneller Kantenabnutzung in abrasiven Umgebungen.
3. Dimensionale Stabilitätsprobleme
• Der Verschleiß der Form kann dazu führen, dass die Toleranzen für kritische Merkmale ±0,05 mm überschreiten.
Anwendungsszenarien:
• Bohrungen in weichem bis mittelhartem Gestein (Kalkstein, Sandstein) in flachen Löchern (<300 m Tiefe);
• Anwendungen, die häufige Bitwechsel erfordern (z. B. im kleinen Bergbau);
• Budgetbeschränkte Projekte mit moderaten Leistungsanforderungen.
Heißpräge-Technologie
Prinzip: Nutzt die Hochtemperaturverarbeitung (>800°C), um das Matrixmaterial zu erweichen, was eine metallurgische Verbindung mit WC-Einsätzen durch Diffusionsbindung oder Vakuumlöten ermöglicht.
Vorteile:
1. Überlegene Bonding-Stärke
• Die metallurgische Integration erreicht eine Bindungsstärke von über 1.000 MPa, die für Tiefenbohren unter extremen Belastungen geeignet ist.
2. Hochtemperature Stabilität
• Betrieben zuverlässig bei Temperaturen bis zu 1.200°C mit minimaler Oxidation der WC-Komponenten.
3. Lange Lebensdauer
• Verschleißrate um 300-500% im Vergleich zu kaltgepressten Bohrern in Hartgesteinsformationen reduziert.
4. Vibrationsbeständigkeit
• Homogene Mikrostruktur minimiert Ermüdungsrisse unter zyklischer Belastung.
Nachteile:
1. Komplexe Prozesskontrolle
• Erfordert eine präzise Temperaturregelung (±5 °C Toleranz) und Atmosphärenkontrolle (Argon/Stickstoff-Schutz).
2. Hohe Produktionskosten
• Energieverbrauch für Heizung (15-20 kWh pro Charge) und Abschreibung von Spezialgeräten.
3. Risiken durch thermische Verformung
• DerMismatch des Wärmeausdehnungskoeffizienten des Matrixmaterials kann während des Abkühlens zu einem Winkelabweichung (>0,1°) führen.
4. Materialbeschränkungen
• Nicht geeignet für hochlegierte Stähle oder Titanlegierungen aufgrund von interkristalliner Sprödigkeit während der Erwärmung.
Anwendungsszenarien:
• Tiefbohrungen (Öl/Gas, geothermisches Bohren) mit Tiefen von über 1.000 m;
• Hochhärte-Gesteinsbohrung (Granit, Basalt) im Bergbau und Tunnelbau;
• Präzisionsbohrwerkzeuge für rotierend-schlagende Maschinen mit einem Bohrerkostenverschleiß von <5 %.

Technischer Vergleichs- und Auswahlleitfaden
Auswahlempfehlungen:
• Wählen Sie Kaltpressen für Flachlochoperationen in weichen Gesteinen mit Budgetbeschränkungen.
• Wählen Sie Heißprägung in tiefen, hochgradigen Formationen, die Bohrkranzlebensdauern von >200 Stunden erfordern.
Zukünftige Entwicklungstrends
1. Hybride Fertigung: Kombination von Heißprägen mit Nachpresswärmebehandlung zur Verbesserung der Bindungsfestigkeit bei gleichzeitiger Reduzierung der thermischen Verzerrung.
2. Fortgeschrittene Materialien: Einführung von titanbasierten Matrizen (Ti-6Al-4V) für das Warmumformen zur Verbesserung der Korrosionsbeständigkeit und der Ermüdungslebensdauer.
3. Automatisierungsintegration: KI-gesteuerte Prozessoptimierung für die Echtzeitanpassung von Parametern in Hydraulikpressen und Vakuumöfen.
4. Nanostrukturierte Beschichtungen: Ablagerung von diamantähnlichem Kohlenstoff (DLC) oder Titan-Nitrid (TiN) Filmen auf WC-Einsätzen zur Reduzierung des abrasiven Verschleißes um 40-60%.



