তাপীয় প্রক্রিয়াকরণ পদ্ধতি টেপার্ড Dril Rods জন্য
প tapered ড্রিল রডগুলির তাপ চিকিত্সা অপরিহার্য যাতে তারা ড্রিলিং অ্যাপ্লিকেশনের জন্য প্রয়োজনীয় কঠোরতা, টাফনেস এবং পরিধান প্রতিরোধ ক্ষমতা ধারণ করে। টেপারড জিওমেট্রি অসম উষ্ণতা হ্রাস এবং সম্ভাব্য বিকৃতির মতো চ্যালেঞ্জগুলি নিয়ে আসে। নিচে টেপারড ড্রিল রডগুলির জন্য দুটি প্রধান তাপ চিকিত্সার পদ্ধতি এবং তাদের সাথে কিছু মূল বিবেচনা দেওয়া হলো:

1. থ্রু হার্ডেনিং এবং টেম্পারিং
প্রক্রিয়ার পদক্ষেপ:
অস্টেনিটাইজিং:সম্পূর্ণ রডটি সমানভাবে অস্টেনাইজিং তাপমাত্রায় গরম করুন (যেমন, 4140 ইস্পাতের জন্য ৮৩০–৮৭০°C)।
২. তাড়ানো:তাপীয় চাপ কমাতে জল স্থানের পরিবর্তে তেলে দ্রুত শীতল করুন যাতে মারটেনসাইট গঠিত হয়।
৩. টেমpering:৪০০–৬০০°C তাপমাত্রায় পুনরায় গরম করুন ব্রিটলনেস কমাতে এবং কঠোরতা ও মজবুতির মধ্যে সঙ্গতি অর্জন করতে।
সুবিধাসমূহ:
একঘর দৃঢ়তা এবং শক্তি প্রদান করে।
উচ্চকার্বন বা অ্যালোই স্টিলের জন্য উপযুক্ত (যেমন, 4140, 4340)।
তাপেরড রডের জন্য চ্যালেঞ্জসমূহ:
অসমান তাপমাত্রা: মোটা অংশগুলো ধীর গতিতে শীতল হয়, ফলে নরম স্থান বা বিকৃতি হওয়ার ঝুঁকি থাকে।
হ্রাস: নিয়ন্ত্রিত শীতল করার জন্য উত্তেজিত তেল কোয়েঞ্চিং বা পলিমার কোয়েঞ্চেন্ট ব্যবহার করুন।
পোস্ট ট্রিটমেন্ট:
যদি বেঁকে যায় তবে সোজা করা প্রয়োজন হতে পারে।
টেপারের সঙ্গে কঠোরতা পরীক্ষা (যেমন, রকওয়েল স স্কেল) ধারাবাহিকতা নিশ্চিত করতে।
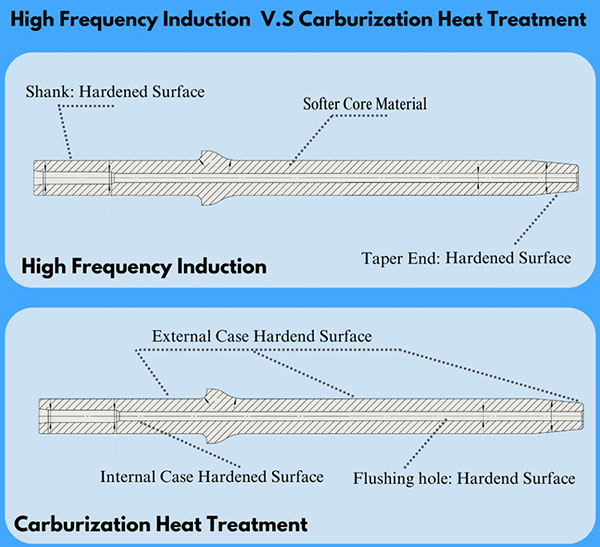
২. ইনডাকশন হার্ডেনিং
প্রক্রিয়ার পদক্ষেপ:
স্থানীয়ভাবে তাপ প্রদান:একটি ইনডাকশন কয়েল ব্যবহার করে টেপারড পৃষ্ঠকে অস্টেনাইজিং তাপমাত্রায় গরম করুন।
২. তাড়ানো:তাত্ক্ষণিক স্প্রে কুইঞ্চিং (জল বা পলিমার) পৃষ্ঠতল কঠিন করার জন্য।
৩. টেমpering:নিম্ন তাপমাত্রার টেম্পারিং (১৫০–২০০°C) চাপ মুক্ত করতে।
সুবিধাসমূহ:
শুধুমাত্র পৃষ্ঠটি কঠিন করে, একটি শক্ত গCore সংরক্ষণ করে।
সম্পূর্ণ কঠোরতার তুলনায় বিকৃতি কমিয়ে দেয়।
পরিধান-প্রতি প্রতিরোধী পৃষ্ঠাগুলির প্রয়োজনীয়তাযুক্ত অ্যাপ্লিকেশনের জন্য উপযুক্ত (যেমন, ড্রিল রড থ্রেড)।
টেপারড রডের চ্যালেঞ্জসমূহ:
কয়েল ডিজাইন: টেপার বরাবর ধারাবাহিক তাপ নিশ্চিত করার জন্য সঠিক কয়েল সাজানোর প্রয়োজন।
ভেরিয়েবল কেস ডেপথ: পাতলা অংশগুলি অতিরিক্ত তাপ পেতে পারে; স্বয়ংক্রিয় কয়েল আন্দোলন বা ভেরিয়েবল শক্তি সেটিংস এটা মোকাবেলা করতে পারে।
পোস্ট ট্রিটমেন্ট:
এডি কারেন্ট পরীক্ষণ ক্যাসের গভীরতার একরূপতা নিশ্চিত করার জন্য।
অতিরিক্ত বিবেচনা
প্রি-ট্রিটমেন্ট:
যন্ত্রকরণের পরে অবশিষ্ট চাপ কমাতে স্ট্রেসরিলিফ অ্যানিলিং।
গ্রেন গঠনকে সাভাবিক করে নির্ভরযোগ্য কঠোরতার জন্য পরিশোধন করা।
বিকল্প পদ্ধতিগুলি:
নাইট্রিডিং: সর্বনিম্ন বিকৃতি জন্য নিম্ন তাপমাত্রার পৃষ্ঠ কঠোরতা (500°C)।
অস্টেম্পারিং: মুখরৌদ্রারে বিকৃতির পরিমাণ কমাতে লবণের স্নানে বিরত হবার মাধ্যমে আগুনে ঠান্ডা করা।
সামগ্রীতাত্ত্বিক:
হাইকার্বন স্টিলগুলি কঠোরতা গুরুত্ব দেয়; অ্যালয় স্টিল (যেমন, 4140) টাফনেস এবং পরিধান প্রতিরোধের মধ্যে ভারসাম্য রক্ষা করে।
সঠিক পদ্ধতি নির্বাচন করে এবং প্রক্রিয়ার পরামিতিগুলি নিয়ন্ত্রণ করে (যেমন, কুণ্ডল গতিই, কুণ্ডল গতিই), টেপারড ড্রিল রডগুলি সর্বনিম্ন বিকৃতি সহ সর্বাধিক কর্মক্ষমতা অর্জন করতে পারে। পোস্টট্রিটমেন্ট পরিদর্শন জ্যামিতিক অখণ্ডতা এবং যান্ত্রিক গুণাবলী নিশ্চিত করতে গুরুত্বপূর্ণ।