শৈত প্রেসিং বনাম গরম স্ট্যাম্পিং প্রযুক্তির তুলনা রক ড্রিল বিটের জন্য
কোল্ড প্রেসিং প্রযুক্তি
নীতি: পরিবেশের তাপমাত্রায় যান্ত্রিক চাপ (500-1,500 এমপিএ) এর মাধ্যমে মাত্রাগত সঠিকতা এবং আবদ্ধতা অর্জন করে, উচ্চ-সঠিক ছাঁচ এবং জলবাহী প্রেস ব্যবহার করে টাংস্টেন কার্বাইড (ডব্লিউসি) বা অন্যান্য পরিধান-প্রতিরোধী উপকরণকে ড্রিল বিট ম্যাট্রিক্সের পূর্ব-যন্ত্রিত স্লটগুলোর মধ্যে চাপ দেয়।
সুবিধা:
কম যন্ত্রপাতির খরচ
• স্ট্যান্ডার্ড হাইড্রোলিক প্রেস এবং মোল্ডের প্রয়োজন, মূলধন ব্যয় কমায়।
২. জটিল জ্যামিতির সামঞ্জস্য
• স্পাইরাল খাঁজ, চিপ নিষ্কাশন গর্ত এবং অ-বৃত্তাকার প্রফাইলের সঠিক উৎপাদন সক্ষম করে।
৩. উচ্চ উৎপাদন কার্যকারিতা
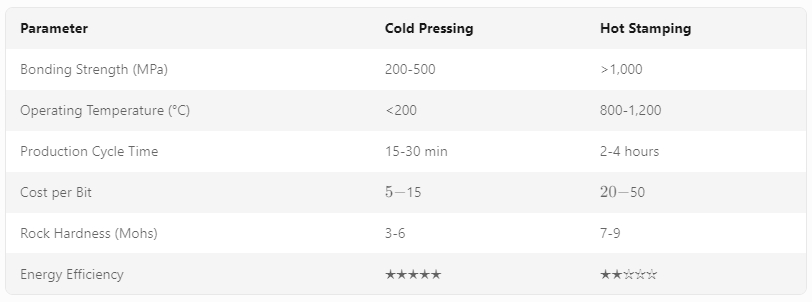
• সংক্ষিপ্ত সাইকেল সময় (১৫-৩০ মিনিট প্রতি টুকরা) ব্যাচ উৎপাদন এবং কাস্টমাইজড অর্ডারের জন্য উপযুক্ত।
৪. শক্তি সংরক্ষণ
• তাপীয় শক্তি ব্যবহার এবং CO₂ নিঃসরণ কমায়।
৫. ম্যাট্রিক্স উপকরণের চ đa়ত্নিকতা
• নিম্ন-কার্বন স্টিল, নরম লোহা এবং অন্যান্য তাপ-সংবেদী ম্যাট্রিক্সের জন্য উপযুক্ত যাতে তাপীয় বিকৃতি প্রতিরোধ করা যায়।

অসুবিধা:
1. সীমিত বন্ডিং শক্তি
• যান্ত্রিক পারস্পরিক লকিং ২০০-৫০০ মেগাপ্যাসকালের বন্ড শক্তি প্রদান করে, উচ্চ প্রভাব/কম্পন অবস্থার অধীনে ব্যর্থতার ঝুঁকিতে।
2. কমানো পরিধান প্রতিরোধক্ষমতা
• স্থানীয় চাপের সংকেন্দ্রিকতা ক্ষ abrasive পরিবেশে দ্রুত প্রান্ত পরিধান সৃষ্টি করে।
৩. মাত্রিক স্থিরতার সমস্যা
• নমুনার পরিধান গুরুত্বপূর্ণ বৈশিষ্ট্যের জন্য ±0.05 মিমি এর বেশি সহনশীলতা তৈরি করতে পারে।
অ্যাপ্লিকেশন পরিস্থিতি:
• নরম থেকে মাঝারি-হার্ড শিলা খনন (পাথর, বালি পাথর) শালীন গর্তে (<300 মিটার গভীরতা);
• প্রয়োজনীয় প্রায়ই বিট প্রতিস্থাপনকারী অ্যাপ্লিকেশনগুলি (যেমন, ছোট আকারের খনির অপারেশন);
• বাজেট-সীমাবদ্ধ প্রকল্পগুলি যেগুলির মাঝারি কার্যক্ষমতার প্রয়োজন।
গরম স্টাম্পিং প্রযুক্তি
নীতি: ম্যাট্রিক্স উপাদানকে নরম করতে উচ্চ তাপমাত্রার প্রক্রিয়া (>800°C) ব্যবহার করে, যা ডিফিউশন বন্ডিং বা ভ্যাকুয়াম ব্রেজিংয়ের মাধ্যমে WC ইনসার্টগুলির সাথে মেটালার্জিক্যাল বন্ডিং সক্ষম করে।
সুবিধা:
1. উচ্চতর বন্ধন শক্তি
• ধাতুবিদ্যা একীকরণ ১,০০০ এমপিএ এর চেয়ে বেশি শক্তি বজায় রাখে, যা অত্যাধিক লোডের অধীনে গভীর গর্ত খননের জন্য উপযুক্ত।
২. উচ্চ তাপমাত্রার স্থিতিশীলতা
• ১,২০০°C তাপমাত্রায় নির্ভরযোগ্যভাবে কাজ করে এবং WC উপাদানের অক্সিডেশনের পরিমাণ কম থাকে।
৩. দীর্ঘ সেবা জীবন
• শক্ত পাথরের গঠনগুলিতে ঠান্ডা-চেপে চালানো বিটগুলির তুলনায় পরিধানের হার ৩০০-৫০০% কমানো হয়েছে।
৪. কম্পন প্রতিরোধ
• সমজাতীয় মাইক্রostructure সাইক্লিক লোডিংয়ের অধীনে অবসাদের ফাটল কমিয়ে দেয়।
অসুবিধা:
জটিল প্রক্রিয়া নিয়ন্ত্রণ
• সঠিক তাপমাত্রা নিয়ন্ত্রণ (±৫°C টলারেন্স) এবং বায়ুমণ্ডল নিয়ন্ত্রণ (আর্গন/নাইট্রোজেন শিল্ডিং) প্রয়োজন।
২. উচ্চ উত্পাদন খরচ
• হিটিং-এর জন্য শক্তি খরচ (প্রতি ব্যাচে ১৫-২০ কিলোওয়াট-ঘণ্টা) এবং বিশেষায়িত যন্ত্রপাতির মূল্যহ্রাস।
৩. তাপীয় বিকৃতির ঝুঁকি
• ম্যাট্রিক্স উপকরণের সম্প্রসারণ গুণাঙ্কের অসামঞ্জস্য শীতলকরণের সময় কোণগত বিচ্যুতি সৃষ্টি করতে পারে (>0.1°)।
৪. উপকরণ সীমাবদ্ধতা
• তাত্ত্বিকভাবে উচ্চ-কার্বন বিশেষ স্টিল বা টাইটেনিয়াম অ্যালোয়ের জন্য উপযুক্ত নয় কারণ উত্তপ্ত করার সময় আন্তঃশস্য দুর্বলতা ঘটে।
অ্যাপ্লিকেশন পরিস্থিতি:
• গভীর গহ্বীন অনুসন্ধান (তেল/গ্যাস, ভূতাপীয় ড্রিলিং) যার গভীরতা ১,০০০ মিটার অতিক্রম করে;
• খনন এবং সুড়ঙ্গকাজে উচ্চ-হার্ডনেস শিলা ড্রিলিং (গ্রানাইট, বাসাল্ট);
• রোটারি-পারকাসিভ মেশিনের জন্য সঠিক ড্রিলিং টুল যা <5% বিট পরিধানের হার প্রয়োজন।

প্রযুক্তিগত তুলনা ও নির্বাচন নির্দেশিকা
নির্বাচন সুপারিশ:
• বাজেটের সীমাবদ্ধতার মধ্যে নরম পাথরের অগভীর গর্তের কাজের জন্য ঠাণ্ডা চাপ প্রক্রিয়া বেছে নিন।
• ২০০ ঘণ্টার বেশি ড্রিল বিটের জীবনের প্রয়োজনীয়তা সম্পন্ন গভীর গর্তের উচ্চ-হার্ডনেস গঠনে হট স্ট্যাম্পিং বেছে নিন।
ভবিষ্যৎ উন্নয়ন প্রবণতা
১. হাইব্রিড উৎপাদন: তাপ-স্ট্যাম্পিংকে পোস্ট-প্রেসিং তাপ চিকিত্সার সাথে সংযুক্ত করে বন্ধনের শক্তি বৃদ্ধি করা এবং তাপীয় বিকৃতি হ্রাস করা।
২. উন্নত উপকরণ: জারা প্রতিরোধ এবং ক্লান্তি জীবন উন্নত করার জন্য গরম-স্ট্যাম্পিংয়ের জন্য টাইটেনিয়াম-ভিত্তিক ম্যাট্রিক্স (Ti-6Al-4V) গ্রহণ।
৩. অটোমেশন ইন্টিগ্রেশন: হাইড্রোলিক প্রেস এবং ভ্যাকুয়াম ফার্নেসে বাস্তব সময়ের প্যারামিটার সামঞ্জস্যের জন্য AI-চালিত প্রক্রিয়া অপ্টিমাইজেশন।
৪. ন্যানোস্ট্রাকচারড কোটিংস: গ্রিট পোশাকের পরিধান কমানোর জন্য WC ইনসার্টে ডায়ামন্ড-সদৃশ কার্বন (DLC) অথবা টাইটেনিয়াম নাইট্রাইড (TiN) ফিল্ম নিষ্কাশন করা যা ৪০-৬০% কমায়।



