Koni Uçlu Matkap Çubukları için Isıl İşlem Yöntemleri
Konik matkap çubuklarının ısıl işlenmesi, delme uygulamaları için gerekli sertlik, tokluk ve aşınma direncine sahip olmalarını sağlamak açısından kritik öneme sahiptir. Konik geometri, eşit olmayan soğutma oranları ve potansiyel bozulmalar gibi zorluklar getirir. Aşağıda konik matkap çubukları için uyarlanmış iki ana ısıl işlem yöntemi ve dikkate alınması gereken önemli noktalar bulunmaktadır:

1. Sertleştirme ve Temperleme
Süreç Adımları:
1. Austenitleştirme:Tüm çubuğu austenitleştirme sıcaklığına (örneğin, 4140 çeliği için 830–870°C) eşit şekilde ısıtın.
2. Su verme:Hızla yağda soğutun (termal stresi en aza indirmek için su yerine tercih edilir) martensit oluşturmak için.
3. Temperleme:400–600°C'ye kadar ısıtın, böylece kırılganlığı azaltabilir ve sertlik ile dayanıklılık arasında bir denge sağlayabilirsiniz.
Faydalar:
Uniform çekirdek sertliği ve dayanıklılığı sağlar.
Yüksek karbon veya alaşım çelikleri (örneğin, 4140, 4340) için uygundur.
Tapered Çubuklar için Zorluklar:
Düzensiz soğuma: Daha kalın kısımlar daha yavaş soğur, bu da yumuşak noktaların veya distorsiyonun riski ile sonuçlanır.
Hafifletme: Kontrollü soğutma için çalkalanmış yağla su verme veya polimer su verme kullanın.
PostTedavi:
Eğilme meydana gelirse düzeltme gerekebilir.
Konik boyunca sertlik testi (örneğin, Rockwell C ölçeği) tutarlılığı sağlamak için.
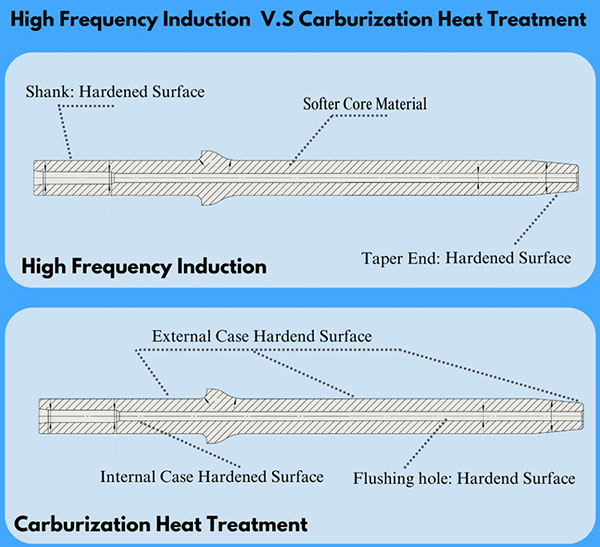
2. İndüksiyon Sertleştirme
Süreç Adımları:
1. Yerel Isıtma:Konik yüzeyi austenitleştirme sıcaklığına ısıtmak için bir indüksiyon bobini kullanın.
2. Su verme:Yüzeyi sertleştirmek için anında sprey ile su veya polimer ile soğutma.
3. Temperleme:Düşük sıcaklıkta tavlama (150–200°C) gerilmeleri hafifletmek için.
Faydalar:
Yüzeyi sertleştirir, sağlam bir çekirdeği korur.
Tam sertleştirmeye kıyasla bozulmayı en aza indirir.
Aşınmaya dayanıklı yüzeyler gerektiren uygulamalar için idealdir (örneğin, matkap çubuğu dişleri).
Küçültülmüş Çubuklar için Zorluklar:
Bobin tasarımı: İniş boyunca tutarlı ısıtmayı sağlamak için hassas bobin hizalaması gerektirir.
Değişken durum derinliği: Daha ince kısımlar aşırı ısınabilir; otomatik bobin hareketi veya değişken güç ayarları bunu çözebilir.
PostTedavi:
Kasa derinliği uniformitesini doğrulamak için Eddy akım testleri.
Ekstra Hususlar
Ön Tedavi:
İşlemden sonra kalıntı gerilimlerini azaltmak için stres giderici tavlama.
Normalizasyon, tutarlı sertleştirme için tane yapısını iyileştirmek.
Alternatif Yöntemler:
Nitrojenleme: Minimal distorsiyon için düşük sıcaklıkta yüzey sertleştirme (500°C).
Austemperleme: Sıcaklık deformasyonunu azaltmak için tuz banyosunda kesik soğutma.
Malzemeye Özgü:
Yüksek karbon çelikleri sertliği önceliklendirirken; alaşım çelikleri (örneğin, 4140) tokluk ve aşınma direncini dengeler.
Uygun yöntemi seçerek ve süreç parametrelerini kontrol ederek (örneğin, soğutma ortamı, bobin hızı), konik matkap çubukları minimum deformasyon ile optimal performans elde edebilir. Son işlem denetimi, geometrik bütünlüğü ve mekanik özellikleri sağlamak için kritik öneme sahiptir.