Soğuk Presleme ile Sıcak Damgalama Teknolojilerinin Kaya Matkap Uçları Üzerindeki Karşılaştırması
Soğuk Sıkım Teknolojisi
Prensip: Yüksek hassasiyetli kalıplar ve hidrolik presler kullanarak, tungsten karbür (WC) veya diğer aşınma direnci yüksek malzemeleri matkap ucu matrisinin ön işlenmiş dişlerine mekanik basınç (500-1,500 MPa) ile oda sıcaklığında presleyerek boyutsal hassasiyet ve yapışma sağlar.
Avantajlar:
1. Düşük Ekipman Maliyeti
• Standart hidrolik presler ve kalıplar gerektirir, sermaye harcamasını azaltır.
2. Karmaşık Geometri Uyumluluğu
• Spiral oluklar, chip tahliye delikleri ve dairesel olmayan profillerin hassas bir şekilde üretilmesini sağlar.
3. Yüksek Üretim Verimliliği
• Parti üretim ve özel siparişler için uygun kısa döngü süresi (parça başına 15-30 dakika).
4. Enerji Tasarrufu
• Termal enerji tüketimini ve CO₂ emisyonlarını ortadan kaldırır.
5. Matris Malzeme Çok Yönlülüğü
• Düşük karbonlu çelik, ductile demir ve diğer ısıya duyarlı matrisler için termal deformasyonu önlemek amacıyla uygundur.

Dezavantajlar:
1. Sınırlı Bağlanma Kuvveti
• Mekanik kilitleme, 200-500 MPa bağ kuvveti sağlar ve yüksek darbe/titreşim koşullarında başarısızlığa eğilimlidir.
2. Azaltılmış Aşınma Dayanımı
• Yerel stres konsantrasyonu aşındırıcı ortamlarda hızlı kenar aşınmasına yol açar.
3. Boyutsal Stabilite Sorunları
• Kalıp aşınması, kritik özellikler için ±0.05 mm'yi aşan toleranslara neden olabilir.
Uygulama Senaryoları:
• Sığ deliklerde (300 m derinlikten az) yumuşak ila orta sertlikte kaya delme (kalker, kumtaşı);
• Sık sık bit değiştirmeyi gerektiren uygulamalar (örneğin, küçük ölçekli madencilik operasyonları);
• Bütçe kısıtlaması olan, orta düzeyde performans gereksinimleri olan projeler.
Sıcak Damgalama Teknolojisi
Prensip: Matris malzemesini yumuşatmak için yüksek sıcaklık işleme kullanır (>800°C), bu sayede difüzyon kaynağı veya vakum kaynağı yoluyla WC takviyeleri ile metalurjik bağlanma sağlar.
Avantajlar:
1. Üstün Bağlama Gücü
• Metalurjik entegrasyon, ekstrem yükler altında derin delik delme için uygun olan 1.000 MPa'yı aşan bağlanma kuvveti elde eder.
2. Yüksek Sıcaklık Stabilitesi
• WC bileşenlerinin minimum oksidasyonu ile 1,200°C'ye kadar sıcaklıklarda güvenilir bir şekilde çalışır.
3. Uzun Hizmet Ömrü
• Sert kaya formasyonlarında soğuk presleme uçlarla karşılaştırıldığında aşınma oranını %300-500 oranında azalttı.
4.Titreşim Dayanıklılığı
• Homojen mikro yapı, döngüsel yükleme altında yorulma çatlaklarını en aza indirir.
Dezavantajlar:
1. Karmaşık Proses Kontrolü
• Hassas sıcaklık kontrolü (±5°C toleransı) ve atmosfer kontrolü (argon/azot koruma) gerektirir.
2. Yüksek Üretim Maliyetleri
• Isıtma için enerji tüketimi (her parti için 15-20 kWh) ve özel ekipman amortismanı.
3. Termal Değişim Riskleri
• Matris malzemesi genleşme katsayısı uyumsuzluğu, soğuma sırasında açısal sapmaya (>0,1°) neden olabilir.
4. Malzeme Sınırlamaları
• Isıl işlem sırasında arasına giren çatlama nedeniyle yüksek karbonlu çelikler veya titanyum alaşımları için uygun değildir.
Uygulama Senaryoları:
• 1.000 m'yi aşan derin delik keşifleri (petrol/gaz, jeotermal sondaj);
• Madencilik ve tünel açma işlemlerinde yüksek sertlikte taş delme (granit, bazalt);
• %5'ten az matkap aşınma oranı gerektiren rotary-perkürratif makineler için hassas delme aletleri.

Teknik Karşılaştırma ve Seçim Rehberi
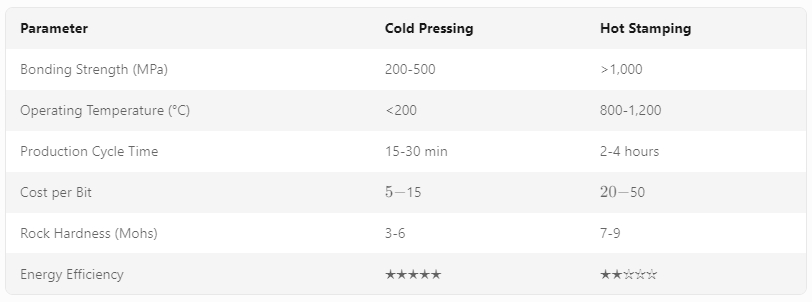
Seçim Önerileri:
• Bütçe kısıtlamaları olan yumuşak kayalarda sığ delik işlemleri için soğuk sıkıştırmayı tercih edin.
• 200 saatin üzerinde matkap ucu ömrü gerektiren derin delik, yüksek sertlikte formasyonlarda sıcak damgalamayı tercih edin.
Gelecek Gelişim Trendleri
1. Hibrit Üretim: Bağ kuvvetini artırırken termal deformasyonu azaltmak için sıcak damgalama ile baskı sonrası ısıl işlem kombinasyonu.
2. İleri Malzemeler: Korozyon direncini ve yorulma süresini artırmak için sıcak damgalama işlemi için titanyum bazlı matrislerin (Ti-6Al-4V) benimsenmesi.
3. Otomasyon Entegrasyonu: Hidrolik presler ve vakum ocaklarında gerçek zamanlı parametre ayarlamaları için AI destekli süreç optimizasyonu.
4. Nanoyapılı Kaplamalar: Aşındırıcı aşınmayı %40-60 oranında azaltmak için WC takımlarına elmas benzeri karbon (DLC) veya titanyum nitrür (TiN) filmleri kaplanması.



