Buton uçları için karbür buton yerleştirmenin 3 yöntemi
Buton uçları, madencilik, taş ocakları, su kuyuları, inşaat ve diğer alanlarda eşsiz bir üstünlük sergilemektedir. Buton uçlarının karbür butonlarının yerleştirilmesi kritik olup, buton ucunun kalitesini ve ömrünü etkileyen önemli bir faktördür.
Karbür düğmelerini yerleştirmenin üç yöntemi vardır: bakır kaynağı, soğuk pres ve sıcak pres.

1. Bakır Kaynağı
Bakır brazing, karbür butonların yerleştirilmesinin en eski yoludur ve çoğunlukla brazing sırasında boşluğa dayanarak delik boyutunu ve karbür butonunu belirler. Uç eteği yapısına göre, uç eteğine karşılık gelen buton delikleri açılır ve ardından karbür butonlar bakır veya gümüş kaynak teknikleri kullanılarak uç eteğine kaynaklanır.
Bu yöntem, delik açma veya buton boyutu için yüksek hassasiyet gerektirmez. Brazing (kaynak) sırasında, kaynak malzemesi karbür butonun dibine yerleştirilir ve karbür buton yüzeyine biraz fluks serpilir. Kaynak malzemesi tamamen oksijensiz bir ortamda difüze olur, yoğun, homojen ve tam bir kaynak oluşturur. Delik sadece kaynak sürecinin yoğunlaşma küçülmesi nedeniyle oluşan radyal ve tanjantiyel gerilmelere maruz kalır, aksiyel çekme veya basınç gerilmesi yoktur. Ayrıca, bu kaynak malzemesi katmanı, kayaç delme sırasında darbe etkisini geciktirebilir, böylece müdahale montajının dezavantajlarından kaçınılmış olur.
Ancak, kaynak işlemleri sırasında yüksek sıcaklıklar termal stresler oluşturur ve bu, düşük kobalt alaşımında kusurlar ve mikro çatlakların yayılmasına neden olabilir, ayrıca karbürün sertliğini (HRC 0.5-0.8 oranında) ve eğilme dayanımını (%8-20) azaltır. Alaşım butonunun yüzeyinde bir oksit tabakası oluşumu, karbür butonun kırılma eğilimini artırır.
Şu anda, bu yöntem esas olarak tek kullanımlık buton bitleri için kullanılmaktadır, örneğin, yüksek fırın boşaltma bitleri ve ankraj bitleri.
2. Soğuk Pres V.S Sıcak Pres
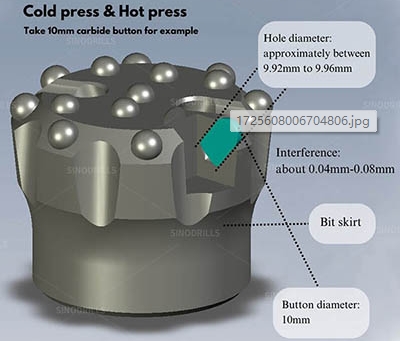
Soğuk pres ve sıcak pres, karbür düğmeleri sabitlemek için genellikle 0.04 mm ile 0.08 mm arasında değişen bir müdahale uyumunu kullanır. Müdahaleyi etkileyen faktörler, bunlarla sınırlı olmamak üzere şunlardır:
1. Matkap ucu etek malzemesi;
2. Etek ısıtma işlem süreci;
3. Karbür butonlarının çapı;
4. Karbür düğmelerini matkap etek kısmına yerleştirmek için ekipman.
Soğuk pres, düğme ucu ısıtılmadan, oda sıcaklığında, karbür düğmeleri düğme ucuna sıkıca yerleştirmek için doğrudan hidrolik bir çekiç kullanarak yapılır.
Bu sürecin daha düşük bir üretim maliyeti vardır ancak istikrardan yoksundur.
Uygun olmayan interferans seçimi, baskı kuvvetini önemli ölçüde artırabilir ve bazen karbür ile delikte hasara neden olabilir. Uygun bir interferansa sahip olunsa bile, ağır yükler altında karbür düğümünün maruz kaldığı açısal, eksenel ve radial gerilmeler mevcut defektlerin genişlemesini hızlandırabilir ve bu da karbür düğümlerinin erkenden hasar görmesine yol açabilir.
Soğuk preslenmiş buton uçlarının genel ömrü sınırlıdır, özellikle buton uçlarının son delme aşamasında, çıkıntıların çıkması veya kırılma gibi sorunlar yaygındır.
Soğuk pressed buton ucu genellikle daha yumuşak, daha az aşındırıcı kaya oluşumları için kullanılır ve daha üst düzey ankraj uçları genellikle bu yöntemi kullanır.
Soğuk presin aksine, sıcak pres süreci ısıl genleşme ve büzülme ilkesinden yararlanır. Bu, buton deliklerinin çapını genişletmek için bit etek kısmını genellikle 200°C ile 500°C arasında belirli bir sıcaklığa ısıtmayı içerir. Ardından, karbür buton deliğe yerleştirilir ve butonların bit etek kısmı ile sıkı bir şekilde entegre olması için fiziksel olarak büzülür.
Bu yöntem basınç gerektirmemekte veya yalnızca minimal bir basınç gerektirmekte, böylece karbür butonların performansı üzerindeki etkiyi azaltmakta veya ortadan kaldırmakta, karbür butonların orijinal özelliklerini korumada daha etkili hale getirmektedir.
Sıcak presleme, karbür düğmelerin yerleştirilmesi için şu anda en iyi ve yaygın yöntemdir. Sıcak preslenmiş düğme uçları, daha iyi aşınma direncine, daha yüksek sertliğe ve üstün stabilizeye sahiptir, bu nedenle çok sert ve aşındırıcı kaya oluşumları için uygundur.
Çin'in önde gelen kaya delme aletleri ihracatçısı olan Sinodrills'in dişli buton uçları ve yer altı buton uçları tamamen sıcak preslenmiştir, uzun hizmet ömrü, daha yüksek aşınma direnci ve mükemmel stabilite sunar!



