Mbinu 3 za kuingiza vipande vya carbide kwa vitu vya vidole.
Vipande vya kifungo vinaonyesha ubora wao wa kipekee katika uchimbaji, uchimbaji wa madini, visima vya maji, ujenzi, na maeneo mengine. Kuingiza karbidi ya vifungo kwenye kipande cha kifungo ni muhimu, kwani ni kipengele muhimu kinachohusiana na ubora na maisha ya kipande cha kifungo.
Kuna njia tatu za kuingiza vifungo vya carbide: kuunganisha shaba, kukandamiza baridi, na kukandamiza moto.

1. Kupiga shaba
Uunganishaji wa shaba ni njia ya zamani zaidi ya kuingiza vifungo vya carbide, ikitawala hasa ukubwa wa shimo na kifungo cha carbide kulingana na pengo wakati wa uunganishaji. Kulingana na muundo wa sketi ya kidonda, mashimo ya kifungo yanachimbwa kwenye sketi ya kidonda, na kisha vifungo vya carbide vinaning'inizwa kwenye sketi ya kidonda kwa kutumia mbinu za kulehemu za shaba au fedha.
Hii mbinu haitahitaji usahihi wa juu katika kuchimba au ukubwa wa kitufe. Wakati wa kuunganisha, vifaa vya kuunganisha vinabandikwa chini ya kitufe cha karbidi, na baadhi ya flux inat scattered juu ya uso wa kitufe cha karbidi. Vifaa vya kuunganisha vinapanuka kikamilifu katika hali isiyo na oksijeni, na kuunda mshikamano mzito, sare, na kamili. Tundu lina bear tu shinikizo la radial na tangential lililosababishwa na kusinyaa kwa mchakato wa kuunganishwa, bila shinikizo la mvutano wa axial au shinikizo la kuhimili. Aidha, safu hii ya vifaa vya kuunganisha inoweza kuchelewesha athari wakati wa kuchimba mawe, hivyo kuepusha hasara za fit ya kuingiliana.
Hata hivyo, joto la juu wakati wa kulehemu linaweka msongo wa joto, ambao unaweza kusababisha kasoro na kuenea kwa micro-crack katika aloi yenye kobalt ya chini, pamoja na kupungua kwa ugumu (kwa HRC 0.5-0.8) na nguvu ya kupindua (kwa 8%-20%) ya carbide. Uundaji wa tabaka la oksidi kwenye uso wa button ya aloi unafanya button ya carbide kuwa na hatari ya kukatika.
Hivi sasa, njia hii inatumika kwa urahisi kwa bits za button za matumizi moja, kama vile bits za kuchimba furnace ya blasta na bits za anka.
2. Pressi ya Baridi B.V.S Pressi ya Joto
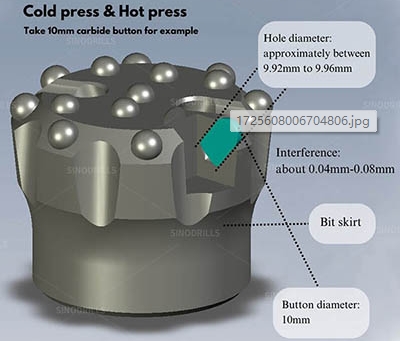
Mchakato wa baridi na mchakato wa moto wote hutumia njia ya kuingiliana ili kufunga vidokezo vya carbide, na kuingiliana kwa kawaida huwa kati ya 0.04mm na 0.08mm. Mambo yanayoathiri kuingiliana ni pamoja na, lakini sio tu:
1. Nyenzo ya sketi ya kidondoro;
2. Mchakato wa matibabu ya joto wa sketi;
3. Kipenyo cha vifungo vya carbide;
4. Vifaa vya kuingiza vipande vya carbide kwenye ngozi ya chombo.
Ushinikizaji baridi unafanywa kwa joto la kawaida, bila haja ya kupasha joto kipande cha buti, kwa kutumia kipindi cha hydraulic kushinikiza vipande vya carbide kwa nguvu ndani ya kipande cha buti.
Mchakato huu una gharama ya chini ya uzalishaji lakini unakosa uthabiti.
Kuchaguliwa vibaya kwa ushawishi kunaweza kuongeza kwa kiwango kikubwa nguvu ya kushinikiza, wakati mwingine kuleta uharibifu wa carbide na shimo. Hata na ushawishi sahihi, mvutano wa pembeni, wa axial, na wa radial wanaoshuhudiwa na kifungo cha carbide chini ya mzigo mzito unaweza kuharakisha upanuzi wa kasoro zilizopo, na kusababisha uharibifu wa mapema wa vifungo vya carbide.
Muda wa maisha ya jumla wa vichwa vya button vilivyosindika kwa baridi ni mdogo, hasa katika hatua ya mwisho ya kuchimba ya vichwa vya button, na matatizo kama vile vichwa kuanguka au kuvunjika ni ya kawaida.
Vifaa vya kubonyeza baridi vinatumika kawaida kwa mawe laini, yasiyo na abrasive, na vidonge vya nanga vya kiwango cha juu mara nyingi hutumia njia hii.
Tofauti na matumizi ya press baridi, mchakato wa press moto unatumia kanuni ya upanuzi na kupunguza joto. Unahusisha kupasha joto shingo ya kisima hadi joto fulani, kawaida kati ya 200°C na 500°C, ili kupanua kipenyo cha mashimo ya vifungo. Kisha, kitufe cha carbide kinaingizwa kwenye shimo na kusukumwa kwa nguvu ili kuunganisha vizuri vifungo na shingo ya kisima.
Njia hii haihitaji shinikizo, au inahitaji shinikizo la chini tu, hivyo kuepusha au kupunguza athari kwenye utendaji wa vitufe vya kaboni, na kuifanya iwe na ufanisi zaidi katika kudumisha mali za asili za vitufe vya kaboni.
Kukandamiza kwa joto kwa sasa ndicho njia bora na maarufu ya kuingiza vivutio vya carbide. Vipande vya vidole vilivyokandamizwa kwa joto vina upinzani mzuri wa kuvaa, ugumu mkubwa, na uthabiti bora, vinavyofaa kwa muundo wa mawe magumu sana na yenye abrasiveness kubwa.
Kama msafirishaji mkuu wa zana za kuchimba mawe nchini China, vichapo vya Sinodrills vyenye nyuzi na vichapo vya chini ya mashimo yote vinabamizwa kwa joto, vinatoa muda mrefu wa huduma, upinzani mkubwa wa kuvaa, na utulivu bora!



