Методы термической обработки конусных буровых штанг
Термическая обработка конусных буровых стержней имеет решающее значение для обеспечения их необходимой твердости, прочности и устойчивости к износу для буровых применений. Конусная геометрия создает проблемы, такие как неравномерные скорости охлаждения и потенциальные искажения. Ниже представлены два основных метода термической обработки, адаптированных для конусных буровых стержней, а также ключевые моменты:

1. Закалка и отпуск
Этапы процесса:
1. Аустенитизация:Нагрейте весь пруток равномерно до температуры аустенитизации (например, 830–870°C для стали 4140).
2. Закалка:Быстро охладить в масле (предпочтительнее, чем в воде, чтобы минимизировать термическое напряжение), чтобы сформировать мартенсит.
3. Закалка:Разогрейте до 400–600°C, чтобы снизить хрупкость и достичь баланса между твердостью и прочностью.
Преимущества:
Обеспечивает однородную твердость и прочность сердцевины.
Подходит для сталей с высоким содержанием углерода или легированных сталей (например, 4140, 4340).
Вызовы для конусных стержней:
Неровное охлаждение: Более толстые участки остывают медленнее, что может привести к появлению мягких мест или деформациям.
Смягчение: Используйте агитированное масло для закалки или полимерные закаливатели для контролируемого охлаждения.
После лечения:
Выравнивание может потребоваться, если произойдет искривление.
Испытание твердости вдоль конической части (например, по шкале Роквелла C), чтобы обеспечить一致ность.
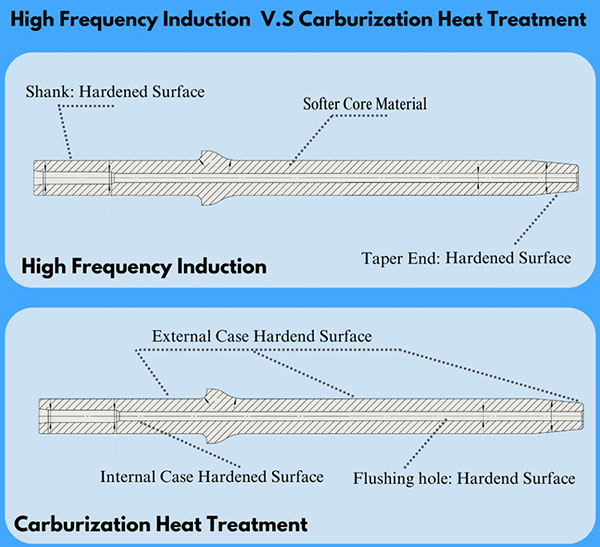
2. Индукционное закаливание
Этапы процесса:
1. Локализованный обогрев:Используйте индукционную катушку для нагрева сужающейся поверхности до температуры аустенитирования.
2. Закалка:Немедленное распылительное закаливание (водой или полимером) для упрочнения поверхности.
3. Закалка:Закалка при низкой температуре (150–200°C) для снятия напряжений.
Преимущества:
Укрепляет только поверхность, сохраняя прочное ядро.
Снижает деформацию по сравнению с полной закалкой.
Идеально подходит для приложений, требующих износостойких поверхностей (например, резьба бура).
Вызовы для суженных стержней:
Дизайн катушки: Требует точного выравнивания катушки для поддержания равномерного нагрева по всему конусу.
Переменная глубина резки: Более тонкие участки могут перегреваться; автоматизированное движение катушки или переменные настройки мощности могут решить эту проблему.
После лечения:
Испытание вихревыми токами для проверки однородности глубины закалки.
Дополнительные соображения
Предварительное лечение:
Отжиг для снятия напряжений после обработки для уменьшения остаточных напряжений.
Нормализация для улучшения зернистой структуры для стабильной закалки.
Альтернативные методы:
Нитрация: Низкотемпературная поверхностная закалка (500°C) для минимальных деформаций.
Автемпирование: Прерывающее закаливание в солевом растворе для снижения деформации.
МатериалСпецифичный:
Углеродистые стали высокой прочности фокусируются на твердости; легированные стали (например, 4140) балансируют между прочностью и устойчивостью к износу.
Выбрав подходящий метод и контролируя параметры процесса (например, среду закалки, скорость катушки), конусные буровые стали могут достичь оптимальной производительности с минимальными искажениями. Проверка после обработки критически важна для обеспечения геометрической целостности и механических свойств.