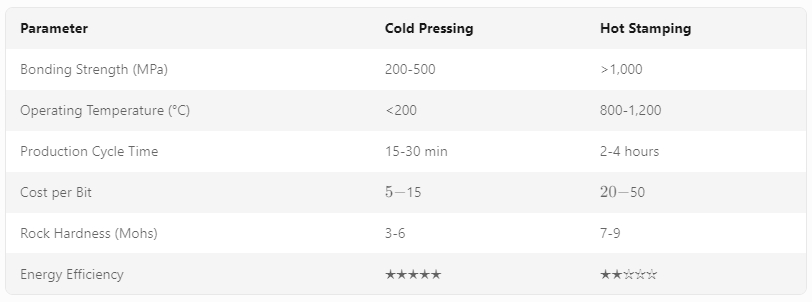
Сравнение технологий холодного прессования и горячей штамповки для буровых долот.
Технология холодного отжима
Принцип: Достижение размерной точности и сцепления за счет механического давления (500-1 500 МПа) при комнатной температуре с использованием высокоточных форм и гидравлических прессов для прессования карбида вольфрама (WC) или других износостойких материалов в заранее обработанные пазы матрицы бура.
Преимущества:
1. Низкая стоимость оборудования
• Требует стандартные гидравлические прессы и формы, что снижает капитальные затраты.
2. Совместимость сложной геометрии
• Позволяет точно производить спиральные канавки, отверстия для удаления стружки и некруглые профили.
3. Высокая производственная эффективность
• Короткое время цикла (15-30 минут на единицу) подходит для серийного производства и индивидуальных заказов.
4. Сохранение энергии
• Устраняет потребление тепловой энергии и выбросы CO₂.
5. Универсальность матрицы материалов
• Подходит для низкоуглеродной стали, ковкого чугуна и других термочувствительных матриц для предотвращения термического искажения.

Недостатки:
1. Ограниченная прочность на сдвиг
• Механическая защита обеспечивает прочность соединения 200-500 МПа, подвержена разрушению при условиях сильного удара/вибрации.
2. Сниженная износостойкость
• Локализованная концентрация напряжений приводит к быстрому износу краев в абразивных средах.
3. Проблемы dimensional стабильности
• Износ формы может привести к превышению допусков ±0,05 мм для критически важных характеристик.
Сценарии применения:
• Бурение мягких и средне-жестких пород (известняк, песчаник) в мелких скважинах (<300 м глубиной);
• Приложения, требующие частой замены бит (например, маломасштабные горные разработки);
• Проекты с ограниченным бюджетом и умеренными требованиями к производительности.
Технология горячего тиснения
Принцип: Использует высокотемпературную обработку (>800°C) для размягчения матричного материала, что позволяет осуществить металлургическую связь с вставками WC через диффузионную сварку или вакуумную пайку.
Преимущества:
1. Высокая прочность сцепления
• Металлургическая интеграция достигает прочности на сдвиг, превышающей 1000 МПа, что подходит для глубокого бурения под экстремальными нагрузками.
2. Высокотемпературная стабильность
• Надежно работает при температурах до 1200°C с минимальным окислением компонентов WC.
3. Долговечность
• Уменьшение износа на 300-500% по сравнению с холодно-кpressed битами в твердых горных породах.
4. Устойчивость к вибрации
• Однородная микроструктура минимизирует усталостные трещины при циклических нагрузках.
Недостатки:
1. Сложное управление процессами
• Требует точной регулировки температуры (допуск ±5°C) и контроля атмосферы (защита аргоном/азотом).
2. Высокие производственные затраты
• Энергопотребление для отопления (15-20 кВтч на партию) и амортизация специализированного оборудования.
3. Риски термической деформации
• Несоответствие коэффициента теплового расширения матричного материала может вызвать угловое отклонение (>0,1°) во время охлаждения.
4. Материальные ограничения
• Не подходит для углеродистых сталей с высоким содержанием углерода или титановых сплавов из-за межзернового хрупчения при нагреве.
Сценарии применения:
• Изучение глубоких скважин (нефть/газ, геотермальное бурение) с глубинами, превышающими 1,000 м;
• Бурение твердых горных пород (гранит, базальт) в горной добыче и туннелировании;
• Прецизионные сверлильные инструменты для роторно-ударных машин с требованием износа сверла менее 5%.

Техническое руководство по сравнению и выбору
Рекомендации по выбору:
• Выберите холодное пресование для операций с мелкими отверстиями в мягких породах с ограниченным бюджетом.
• Выберите горячую штамповку в глубоких, высокопрочных породах, требующих срока службы бурового наконечника более 200 часов.
Тренды будущего развития
Гибридное производство: комбинирование горячей штамповки с термообработкой после прессования для повышения прочности соединений при снижении тепловых искажений.
2. Передовые материалы: использование матриц на основе титана (Ti-6Al-4V) для горячей штамповки с целью повышения коррозионной стойкости и срока службы при усталостных нагрузках.
3. Интеграция автоматизации: оптимизация процессов с использованием ИИ для настройки параметров в режиме реального времени в гидравлических прессах и вакуумных печах.
4. Наноструктурированные покрытия: Нанесение пленок углерода, подобного алмазу (DLC), или нитрида титана (TiN) на вставки WC для уменьшения абразивного износа на 40-60%.



