Métodos de Tratamento Térmico para Barras de Perfuração Cônicas
O tratamento térmico de hastes de broca cônicas é crucial para garantir que possuam a dureza, tenacidade e resistência ao desgaste necessárias para aplicações de perfuração. A geometria cônica introduz desafios, como taxas de resfriamento desiguais e potencial distorção. Abaixo estão dois métodos principais de tratamento térmico adaptados para hastes de broca cônicas, juntamente com considerações importantes:

1. Dureza por Solidificação e Tempera
Etapas do Processo:
1. Austenitização:Aqueça toda a barra uniformemente até a temperatura de austenitização (por exemplo, 830-870°C para o aço 4140).
2. Endurecimento:Resfriar rapidamente em óleo (preferido em relação à água para minimizar o estresse térmico) para formar martensita.
3. Temperagem:Reaqueça a 400–600°C para reduzir a fragilidade e alcançar um equilíbrio entre dureza e tenacidade.
Benefícios:
Fornece dureza e resistência uniformes no núcleo.
Adequado para aços de alto carbono ou ligas (por exemplo, 4140, 4340).
Desafios para Varas Afuniladas:
Resfriamento desigual: Seções mais grossas esfriam mais lentamente, arriscando pontos moles ou distorção.
Mitigação: Use resfriamento com óleo agitado ou resfriantes de polímero para um resfriamento controlado.
Pós-Tratamento:
O endireitamento pode ser necessário se ocorrer deformação.
Teste de dureza ao longo do conicidade (por exemplo, escala Rockwell C) para garantir consistência.
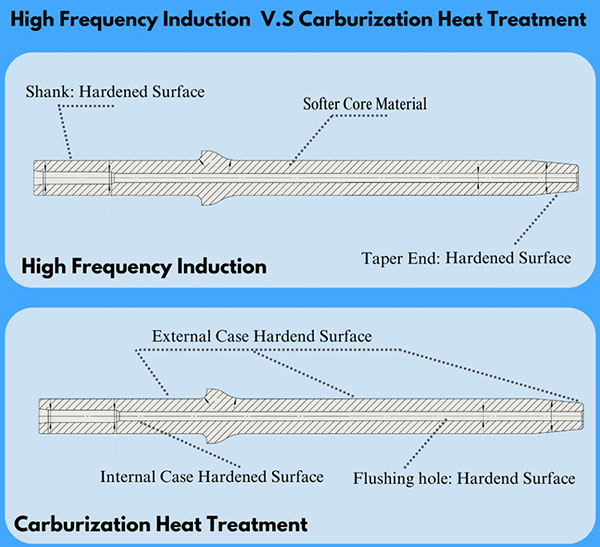
2. Têmpera por Indução
Etapas do Processo:
1. Aquecimento Localizado:Use uma bobina de indução para aquecer a superfície cônica até a temperatura de austenitização.
2. Endurecimento:Resfriamento imediato por spray (água ou polímero) para endurecer a superfície.
3. Temperagem:Tempera a baixa temperatura (150–200°C) para aliviar tensões.
Benefícios:
Endurece apenas a superfície, preservando um núcleo resistente.
Minimiza a distorção em comparação com a endurecimento completo.
Ideal para aplicações que exigem superfícies resistentes ao desgaste (por exemplo, roscas de barras de perfuração).
Desafios para Varas Afinadas:
Design da bobina: Exige alinhamento preciso da bobina para manter o aquecimento consistente ao longo do afunilamento.
Profundidade variável do caso: Seções mais finas podem superaquecer; o movimento automatizado da bobina ou configurações de potência variável podem resolver isso.
Pós-Tratamento:
Teste de corrente de Eddy para verificar a uniformidade da profundidade do case.
Considerações Adicionais
Pré-Tratamento:
Alivio de tensões por recozimento após usinagem para reduzir tensões residuais.
Normalização para refinar a estrutura do grão para uma hardening consistente.
Métodos Alternativos:
Nitruração: Dureza de superfície a baixa temperatura (500°C) para mínima distorção.
Austemperagem: Endurecimento interrompido em um banho de sal para reduzir a deformação.
MaterialEspecífico:
Aços carbono altos priorizam a dureza; aços ligas (por exemplo, 4140) equilibram tenacidade e resistência ao desgaste.
Ao selecionar o método apropriado e controlar os parâmetros do processo (por exemplo, meio de resfriamento, velocidade da bobina), barras de brocas cônicas podem alcançar desempenho ideal com mínima distorção. A inspeção pós-tratamento é crítica para garantir a integridade geométrica e as propriedades mecânicas.