Comparação entre as Tecnologias de Prensagem a Frio e Estampagem a Quente para Brocas de Perfuração em Rocha
Tecnologia de Prensagem a Frio
Princípio: Alcança precisão dimensional e adesão por meio de pressão mecânica (500-1.500 MPa) em temperatura ambiente, utilizando moldes de alta precisão e prensas hidráulicas para pressionar carboneto de tungstênio (WC) ou outros materiais resistentes ao desgaste em fendas pré-maquinadas da matriz da broca.
Vantagens:
1. Baixo Custo de Equipamento
• Requer prensas hidráulicas e moldes padrão, reduzindo o capex.
2. Compatibilidade de Geometria Complexa
• Permite a fabricação precisa de sulcos em espiral, furos de evacuação de aparas e perfis não circulares.
3. Alta Eficiência de Produção
• Tempo de ciclo curto (15-30 minutos por peça) adequado para produção em lote e pedidos personalizados.
4. Conservação de Energia
• Elimina o consumo de energia térmica e as emissões de CO₂.
5. Versatilidade do Material da Matriz
• Adequado para aço de baixo carbono, ferro dúctil e outras matrizes sensíveis ao calor para prevenir a distorção térmica.

Desvantagens:
1. Força de Ligação Limitada
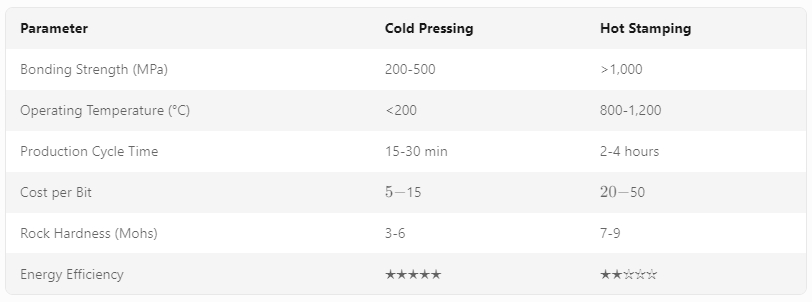
• O entrelaçamento mecânico proporciona uma resistência de ligação de 200-500 MPa, suscetível a falhas sob condições de impacto/vibração elevada.
2. Resistência ao Desgaste Reduzida
• A concentração de estresse localizada leva ao desgaste rápido das bordas em ambientes abrasivos.
3. Problemas de Estabilidade Dimensional
• O desgaste do molde pode causar tolerâncias superiores a ±0,05 mm para características críticas.
Cenários de Aplicação:
• Perfuração de rochas de macia a média-dura (calcário, arenito) em buracos rasos (<300 m de profundidade);
• Aplicações que requerem substituição frequente de bits (por exemplo, operações de mineração de pequena escala);
• Projetos com restrições orçamentárias e requisitos de desempenho moderados.
Tecnologia de Estampagem a Quente
Princípio: Utiliza processamento em alta temperatura (>800°C) para amolecer o material da matriz, permitindo a união metalúrgica com insertos de WC por meio de união por difusão ou brasagem a vácuo.
Vantagens:
1. Força de Ligação Superior
• A integração metalúrgica alcança uma resistência de ligação superior a 1.000 MPa, adequada para perfuração de furos profundos sob cargas extremas.
2. Estabilidade em Alta Temperatura
• Opera de forma confiável em temperaturas de até 1.200°C com mínima oxidação dos componentes de WC.
3. Longa Vida Útil
• Redução da taxa de desgaste em 300-500% em comparação com brocas prensadas a frio em formações de rochas duras.
4. Resistência à Vibração
• Microestrutura homogênea minimiza fissuras por fadiga sob carga cíclica.
Desvantagens:
1. Controle de Processos Complexos
• Exige regulação de temperatura precisa (tolerância de ±5°C) e controle de atmosfera (blindagem de argônio/azoto).
2. Altos Custos de Produção
• Consumo de energia para aquecimento (15-20 kWh por lote) e depreciação de equipamentos especializados.
3. Riscos de Distorção Térmica
• A incompatibilidade do coeficiente de expansão do material da matriz pode causar desvio angular (>0,1°) durante o resfriamento.
4. Limitações de Material
• Não é adequado para aços de alto carbono ou ligas de titânio devido à fragilização intergranular durante o aquecimento.
Cenários de Aplicação:
• Exploração de poços profundos (petróleo/gás, perfuração geotérmica) com profundidades superiores a 1.000 m;
• Perfuração de rochas de alta dureza (granito, basalto) em mineração e tunelamento;
• Ferramentas de perfuração de precisão para máquinas rotativas-percussivas que exigem taxa de desgaste da broca <5%.

Guia de Comparação Técnica e Seleção
Recomendações de Seleção:
• Escolha a prensagem a frio para operações de furo raso em rochas macias com restrições orçamentárias.
• Opte por estamparia a quente em formações de furos profundos e alta dureza que exigem vidas úteis de brocas superiores a 200 horas.
Tendências Futuras de Desenvolvimento
1. Fabricação Híbrida: Combinando moldagem a quente com tratamento térmico pós-impressão para melhorar a resistência das ligações enquanto reduz a deformação térmica.
2. Materiais Avançados: Adoção de matrizes à base de titânio (Ti-6Al-4V) para estampagem a quente para melhorar a resistência à corrosão e a vida útil em fadiga.
3. Integração de Automação: otimização de processos baseada em IA para ajuste de parâmetros em tempo real em prensas hidráulicas e fornos de vácuo.
4. Revestimentos Nanoestruturados: Deposição de filmes de carbono semelhante ao diamante (DLC) ou nitreto de titânio (TiN) em inserts de WC para reduzir o desgaste abrasivo em 40-60%.



