3 métodos de inserção de botões de carboneto para brocas de botão
Os bits de botão demonstram sua superioridade única em mineração, pedreiras, poços de água, construção e outras áreas. A inserção dos botões de carbide no bit de botão é crucial, sendo um fator significativo que afeta a qualidade e a vida útil do bit de botão.
Existem três métodos para inserir botões de carbeto: soldagem a cobre, prensagem a frio e prensagem a quente.

1. Soldagem a cobre
A brasagem em cobre é a forma mais antiga de inserir botões de carbide, determinando principalmente o tamanho do furo e do botão de carbide com base na folga durante a brasagem. De acordo com a estrutura da saia da broca, orifícios correspondentes para os botões são perfurados na saia da broca, e então os botões de carbide são soldados na saia da broca usando técnicas de soldagem em cobre ou prata.
Este método não requer alta precisão para a perfuração ou tamanho do botão. Durante a soldagem, o material de solda é colocado na parte inferior do botão de carbide, com um pouco de fluxo polvilhado na superfície do botão de carbide. O material de solda se difunde completamente em condições sem oxigênio, formando uma solda densa, uniforme e completa. O furo apenas suporta as tensões radiais e tangenciais causadas pela retração de condensação da solda, sem tensões axiais de tração ou compressão. Além disso, esta camada de material de solda pode retardar o impacto durante a perfuração de rochas, evitando assim as desvantagens do ajuste de interferência.
No entanto, as altas temperaturas durante a soldagem impõem tensões térmicas, podendo causar defeitos e propagação de microfissuras na liga de baixo cobalto, bem como redução da dureza (em HRC 0,5-0,8) e da resistência à flexão (em 8%-20%) do carbeta. A formação de uma camada de óxido na superfície do botão da liga torna o botão de carbeta propenso a fraturas.
Atualmente, este método é utilizado principalmente para bits de botão de uso único, como bits de destampe de alto-forno e bits de âncora.
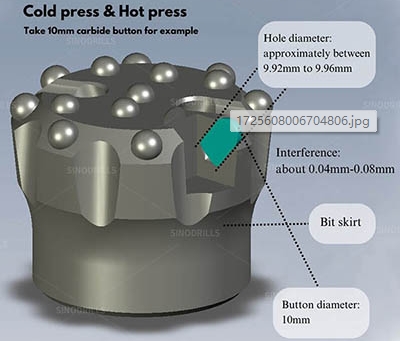
2. Prensa Fria vs Prensa Quente
A prensagem a frio e a prensagem a quente utilizam ambas o ajuste por interferência para fixar os botões de carbeto, e a interferência é geralmente entre 0,04 mm e 0,08 mm. Fatores que influenciam a interferência incluem, mas não se limitam a:
1. Material da saia da broca;
2. Processo de tratamento térmico da saia;
3. Diâmetro dos botões de carboneto;
4. O equipamento para inserir botões de carbide no saias da broca.
A prensagem a frio é feita à temperatura ambiente, sem a necessidade de aquecer a broca de botões, utilizando diretamente um martelo hidráulico para pressionar firmemente os botões de carboneto na broca de botões.
Este processo tem um custo de produção mais baixo, mas carece de estabilidade.
A seleção inadequada da interferência pode aumentar significativamente a força de prensagem, às vezes causando danos ao metal duro e ao furo. Mesmo com a interferência apropriada, as tensões tangencial, axial e radial que o botão de metal duro sofre sob cargas pesadas podem acelerar a expansão de defeitos existentes, levando a danos prematuros nos botões de metal duro.
A vida útil geral das brocas de botão prensadas a frio é limitada, especialmente na fase final de perfuração das brocas de botão, e problemas como botões saindo ou quebra são comuns.
A broca de botão prensada a frio é geralmente utilizada para formações rochosas mais macias e menos abrasivas, e brocas de ancoragem de alta qualidade frequentemente utilizam este método.
Ao contrário do prensagem a frio, o processo de prensagem a quente aproveita o princípio da expansão e contração térmica. Ele envolve o aquecimento da saia do trado a uma certa temperatura, tipicamente entre 200°C e 500°C, para expandir o diâmetro dos furos dos botões. Em seguida, o botão de carboneto é inserido no furo e contraído fisicamente para integrar os botões com a saia do trado de forma apertada.
Este método não requer pressão, ou apenas pressão mínima, evitando ou reduzindo o impacto no desempenho dos botões de carboneto, tornando-o mais eficaz na manutenção das propriedades originais dos botões de carboneto.
A prensagem a quente é atualmente o melhor e mais comum método para inserir botões de carboneto. Os brotos com botões prensados a quente possuem melhor resistência ao desgaste, maior dureza e estabilidade superior, sendo adequados para formações rochosas muito duras e altamente abrasivas.
Como o principal exportador de ferramentas de perfuração de rocha na China, os bits de botão rosqueado e os bits de botão de fundo de furo da Sinodrills são todos prensados a quente, oferecendo longa vida útil, maior resistência ao desgaste e excelente estabilidade!



