テーパー型ドリルロッドの熱処理方法
テーパードドリルロッドの熱処理は、掘削用途に必要な硬度、靭性、耐摩耗性を確保するために重要です。テーパード形状は、不均一な冷却速度や歪みの可能性などの課題を引き起こします。以下は、テーパードドリルロッドに特化した主な熱処理方法と重要な考慮事項です。

1. 全体焼入れと焼戻し
プロセスステップ:
1. オーステナイト化:ロッド全体を均一にオーステナイト化温度(例:4140鋼の場合830~870°C)まで加熱します。
2. 急冷:油中で迅速に冷却する(熱応力を最小限に抑えるために水よりも好ましい)ことでマルテンサイトを形成します。
3. 焼き戻し:400~600℃に再加熱して脆さを減らし、硬さと靭性のバランスを実現します。
利益:
均一なコア硬度と強度を提供します。
高炭素鋼または合金鋼に適しています(例:4140、4340)。
テーパーロッドの課題:
不均一な冷却:厚い部分は冷却が遅く、ソフトスポットや歪みが生じるリスクがあります。
緩和: 制御された冷却のために、攪拌された油浸水またはポリマー浸水剤を使用する。
ポストトリートメント:
たわみが発生した場合、真っ直ぐにする必要があるかもしれません。
テーパーに沿った硬度試験(例:ロックウェルCスケール)を行い、一貫性を確保します。
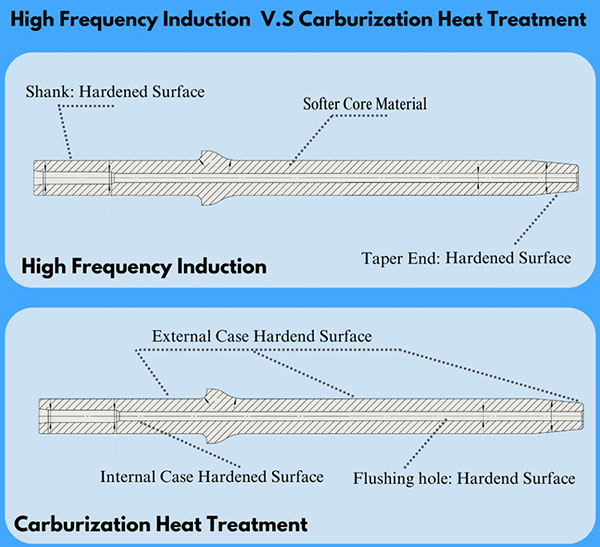
2. 誘導硬化
プロセスステップ:
局所加熱:誘導コイルを使用して、テーパー面をオーステナイト化温度に加熱します。
2. 急冷:即時スプレー急冷(水またはポリマー)による表面の硬化。
3. 焼き戻し:低温焼戻し(150〜200°C)による応力の緩和。
利益:
表面だけを硬化させ、頑丈なコアを保持します。
完全硬化に比べて変形を最小限に抑えます。
摩耗に強い表面が求められる用途に最適です(例:ドリルロッドのねじ)。
テーパーロッドの課題:
コイル設計:テーパーに沿った一貫した加熱を維持するために、正確なコイルの位置合わせが必要です。
可変ケース深度:薄いセクションは過熱する可能性があります。自動コイル移動または可変電力設定でこれに対処できます。
ポストトリートメント:
エディカレント試験によるケース深さの均一性確認。
追加の考慮事項
前処理:
機械加工後の残留応力を軽減するための応力除去アニーリング。
一貫した硬化のために粒構造を精練するための正規化。
代替方法:
窒化処理:最小限の変形のための低温表面硬化(500°C)。
オーステンパリング:歪みを減らすための塩浴での中断焼入れ。
材料特有:
高炭素鋼は硬さを重視し、合金鋼(例:4140)は靭性と耐摩耗性のバランスを取っています。
適切な方法を選択し、プロセスパラメータ(例えば、冷却媒体、コイル速度)を制御することで、先端がテーパー状のドリルロッドは最小限の歪みで最適な性能を発揮できます。後処理検査は、形状の整合性と機械的特性を保証するために重要です。