ロックドリルビットのためのコールドプレスとホットスタンピング技術の比較
コールドプレス技術
原則:高精度の金型と油圧プレスを使用して、タングステンカーバイド(WC)やその他の耐摩耗材料をドリルビットマトリックスの事前加工されたスロットに圧入し、常温で機械的圧力(500-1,500 MPa)を加えることで寸法精度と接合を実現します。
利点:
1. 低コストの機器
標準的な油圧プレスと型を必要とし、設備投資を削減します。
2. 複雑なジオメトリの互換性
• スパイラル溝、チップ排出孔、及び非円形プロファイルの精密な製造を可能にします。
3. 高い生産効率
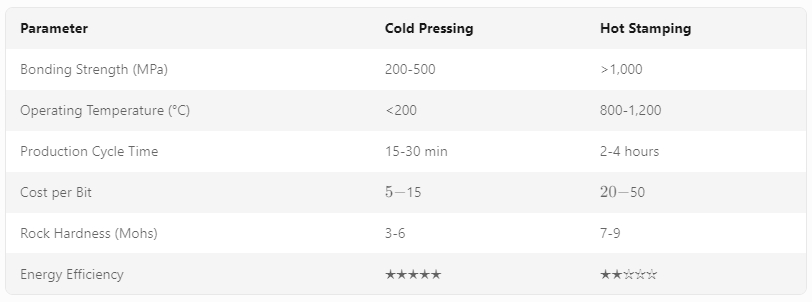
• バッチ生産およびカスタマイズされた注文に適した短いサイクルタイム(1ピースあたり15〜30分)。
4. エネルギーの節約
• 熱エネルギー消費とCO₂排出を削減します。
5. マトリックス材料の多様性
• 低炭素鋼、延性鋳鉄および熱に敏感な他の基材に適しており、熱変形を防ぎます。

デメリット:
1. 限られた接着強度
• 機械的な相互ロックは200-500 MPaの接着強度を提供しますが、高衝撃/振動条件下での失敗に繋がりやすいです。
2. 摩耗抵抗の低下
localized stress concentration leads to rapid edge wear in abrasive environments. • 局所的な応力集中は、摩耗の激しい環境で急速なエッジ摩耗を引き起こします。
3. 次元安定性の問題
• 金型の摩耗により、重要な特徴の公差が±0.05 mm を超える可能性があります。
アプリケーションシナリオ:
• 浅い穴(300 m未満の深さ)での軟らかいから中硬度の岩(石灰岩、砂岩)を掘削する;
• 頻繁にビット交換を必要とするアプリケーション(例:小規模の鉱業operations);
・限られた予算で中程度のパフォーマンス要件を持つプロジェクト。
ホットスタンピング技術
原則:マトリックス材料を柔らかくするために高温処理(>800°C)を利用し、拡散接合または真空ろう付けを通じてWCインサートとの金属間接合を可能にします。
利点:
1. 優れた接着強度
• 冶金的統合により、1,000 MPaを超える接合強度を達成し、極端な負荷下での深穴ドリルに適しています。
2. 高温安定性
• WC成分の酸化を最小限に抑え、最大1,200°Cの温度で信頼性よく動作します。
3. 長いサービス寿命
• 硬岩層における冷間圧密ビットと比較して、摩耗率を300-500%削減しました。
4. 耐振動性
• 均一な微細構造は、繰り返し荷重下での疲労ひび割れを最小限に抑えます。
デメリット:
1. 複雑なプロセス制御
• 正確な温度調整(±5°Cの許容範囲)および雰囲気制御(アルゴン/窒素シールド)が必要です。
2. 高い生産コスト
・加熱のためのエネルギー消費(バッチごとに15-20 kWh)および専門機器の減価償却。
3. 熱ひずみリスク
・マトリックス材料の膨張係数の不一致により、冷却中に角度の偏差(>0.1°)が生じる可能性があります。
4. 材料の制限
• 高炭素鋼やチタン合金には不適切であり、加熱中に粒界脆化が起こるためです。
アプリケーションシナリオ:
• 深さ1,000メートルを超える深孔探査(石油/ガス、地熱掘削);
• 鉱山およびトンネル掘削における高硬度岩(花崗岩、玄武岩) drilling;
• 5%未満のビット摩耗率を要求する回転衝撃機械用の精密掘削工具。

技術比較および選定ガイド
選択推奨事項:
• 予算制約がある柔らかい岩の浅い穴の作業には、コールドプレスを選択してください。
• 200時間以上のドリルビット寿命を必要とする深穴、高硬度の形成でのホットスタンピングを選択してください。
未来の発展動向
ハイブリッド製造:ホットスタンピングと後加工熱処理を組み合わせて、結合強度を向上させつつ熱歪を減少させる。
2. 高度な材料:耐食性と疲労寿命を向上させるために、熱間圧延用にチタンベースのマトリックス(Ti-6Al-4V)を採用。
3. 自動化統合:油圧プレスと真空炉におけるリアルタイムパラメータ調整のためのAI駆動プロセス最適化。
4. ナノ構造コーティング: WC インサートにダイヤモンド様炭素 (DLC) または窒化チタン (TiN) 膜を堆積し、摩耗を 40 ~ 60% 減少させる。



