ボタンビット用のカーバイドボタン挿入の3つの方法
ボタンビットは、鉱業、採石、水井、建設などの分野でその独自の優位性を示しています。ボタンビットのタングステンカーバイドボタンの挿入は重要であり、ボタンビットの品質と寿命に影響を与える重要な要因です。
カーバイドボタンを挿入する方法は、銅はんだ付け、コールドプレス、ホットプレスの3つがあります。

1. 銅のブレージング
銅ろう付けは、 carbide ボタンを挿入する最も早い方法であり、主にろう付け中の隙間に基づいて穴のサイズと carbide ボタンのサイズを決定します。ビットスカート構造に従って、対応するボタン穴がビットスカートにドリルで開けられ、その後、銅または銀の溶接技術を使用して carbide ボタンがビットスカートに溶接されます。
この方法は、ドリルまたはボタンのサイズに高い精度を必要としません。はんだ付け中、はんだ材料はカルバイドボタンの底に置かれ、カルバイドボタンの表面にはいくつかのフラックスが振りかけられます。はんだ材料は酸素のない条件下で完全に拡散し、密度が高く均一で完全なウェルを形成します。穴は、ウェルの凝縮収縮によって引き起こされる半径方向および接線方向の応力のみを受け、軸方向の引張りまたは圧縮応力はありません。さらに、このはんだ材料の層は、岩石掘削中の衝撃を遅延させることができ、干渉フィットの欠点を避けることができます。
しかし、溶接中の高温は熱応力を引き起こし、低コバルト合金に欠陥や微小ひび割れの進展を引き起こす可能性があります。また、硬度(HRC 0.5-0.8 減少)や炭化物の曲げ強度(8%-20% 減少)も低下します。合金ボタンの表面に酸化物層が形成されることで、炭化物ボタンは破損しやすくなります。
現在、この方法は主に一回使用のボタンビット、例えば高炉のタッピングビットやアンカービットに使用されています。
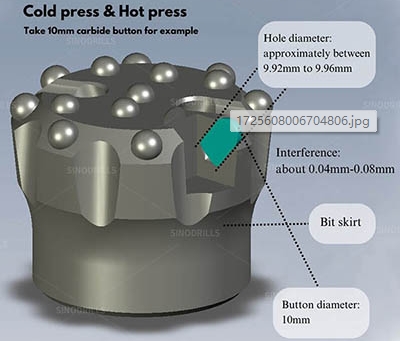
2. コールドプレス対ホットプレス
コールドプレスとホットプレスはどちらも干渉フィットを利用してカーバイドボタンを固定します。干渉は一般に0.04mmから0.08mmの間です。干渉に影響を与える要因は、以下に限定されず、含まれます:
1. ドリルビットスカート素材;
スカートの熱処理プロセス;
3. 炭化物ボタンの直径;
4. ビットスカートにカーバイドボタンを挿入するための装置。
コールドプレスは常温で行われ、ボタンビットを加熱する必要はなく、油圧ハンマーを直接使用してタングステンカーバイドボタンをボタンビットにしっかりと押し込む方法です。
このプロセスは生産コストが低いですが、安定性に欠けます。
不適切な干渉の選択は、押し付け力を大幅に増加させる可能性があり、時にはカーバイドや孔が損傷することがあります。適切な干渉があっても、重荷重下でカーバイドボタンが受ける接線方向、軸方向、及び半径方向の応力は、既存の欠陥の拡大を加速させ、カーバイドボタンの早期損傷を引き起こす可能性があります。
コールドプレスボタンビットの全体的な寿命は限られており、特にボタンビットの掘削後期において、ボタンが外れたり破損したりする問題が一般的です。
冷間圧搾ボタンビットは一般的に、柔らかく、あまり摩耗しない岩盤に使用され、高級アンカービットはしばしばこの方法を利用します。
冷間圧縮とは異なり、熱圧縮プロセスは熱膨張と収縮の原理を利用します。このプロセスでは、ビットスカートを特定の温度、通常は200°Cから500°Cの間に加熱し、ボタンホールの直径を拡大します。次に、カーバイドボタンを穴に挿入し、物理的に収縮させてボタンとビットスカートをしっかりと統合します。
この方法は圧力を必要とせず、最小限の圧力のみで済むため、カーバイドボタンの性能への影響を回避または軽減し、カーバイドボタンの元の特性を維持するのにより効果的です。
ホットプレスは現在、カーバイドボタンを挿入するための最良かつ主流の方法です。ホットプレスされたボタンビットは、耐摩耗性が向上し、硬度が高く、優れた安定性を持ち、非常に硬く高摩耗性の岩石形成に適しています。
中国のロックドリリングツールの主要な輸出業者として、Sinodrillsのスレッド付きボタンビットとダウンザホールボタンビットはすべて熱間圧延されており、長寿命、高い耐摩耗性、優れた安定性を提供します!



