तिरछे ड्रिल रॉड्स के लिए गर्मी उपचार विधियाँ
टेपर्ड ड्रिल रॉड्स का गर्मी उपचार यह सुनिश्चित करने के लिए महत्वपूर्ण है कि उनमें ड्रिलिंग अनुप्रयोगों के लिए आवश्यक कठोरता, toughness और पहनने के प्रतिरोध हो। टेपर्ड ज्यामिति असमान ठंडा होने की दरों और संभावित विरूपण जैसी चुनौतियाँ पेश करती है। नीचे टेपर्ड ड्रिल रॉड्स के लिए दो प्रमुख गर्मी उपचार विधियाँ हैं, साथ ही कुछ मुख्य विचार भी:

1. थ्रू हार्डनिंग और टेम्परिंग
प्रक्रिया के चरण:
1. ऑस्टेनिटाइजिंग:संपूर्ण रॉड को ऑस्टेनिटाइजिंग तापमान (जैसे, 4140 स्टील के लिए 830–870°C) तक समान रूप से गर्म करें।
2. क्वेंचिंग:तेज गति से तेल में ठंडा करें (जल की तुलना में थर्मल तनाव कम करने के लिए पसंदीदा) ताकि मार्टेन्साइट का निर्माण हो सके।
3. टेम्परिंग:400–600°C पर पुन: गर्म करें ताकि भंगुरता कम हो सके और कठोरता और toughness का संतुलन प्राप्त हो सके।
लाभ:
एक समान कोर कठोरता और ताकत प्रदान करता है।
उच्च कार्बन या मिश्र धातु स्टील के लिए उपयुक्त (जैसे, 4140, 4340)।
टैपर्ड रॉड्स के लिए चुनौतियाँ:
असमान ठंडा होना: मोटे भाग धीरे ठंडे होते हैं, जो नरम स्थानों या विरूपण का जोखिम बढ़ाते हैं।
नियंत्रित ठंडा करने के लिए उत्तेजित तेल ठंडा करने या पॉलिमर ठंडा करने का उपयोग करें।
पश्चात उपचार:
अगर मोड़ना होता है, तो उसे सीधा करना आवश्यक हो सकता है।
टैपर के साथ कठोरता परीक्षण (जैसे, रॉकवेल C स्केल) सुनिश्चित करने के लिए स्थिरता।
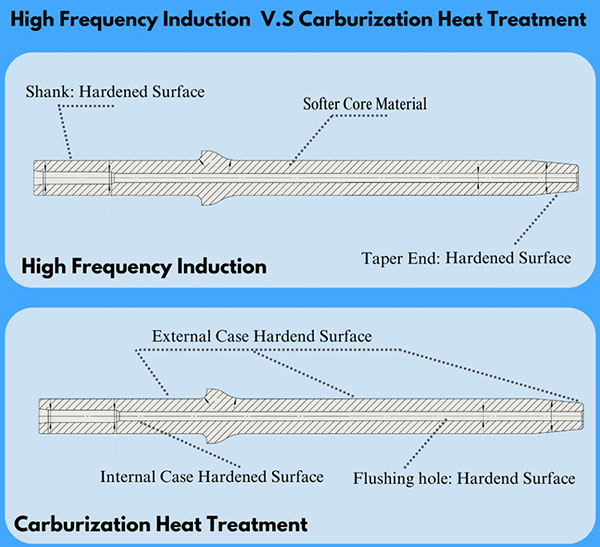
2. इंडक्शन हार्डनिंग
प्रक्रिया के चरण:
स्थानीय तापन:इंडक्शन कॉइल का उपयोग करके नुकीली सतह को ऑस्टेनिटाइजिंग तापमान पर गर्म करें।
2. क्वेंचिंग:तुरंत स्प्रे ठंडा करना (पानी या पॉलिमर) सतह को कठोर करने के लिए।
3. टेम्परिंग:कम तापमान पर टेम्परिंग (150–200°C) तनाव को कम करने के लिए।
लाभ:
सिर्फ सतह को कठोर बनाता है, एक मजबूत कोर को संरक्षित करते हुए।
पूर्ण कठोरता की तुलना में विकृति को न्यूनतम करता है।
सतहों की पहनने के प्रतिरोधी आवश्यकता वाले अनुप्रयोगों के लिए आदर्श (जैसे, ड्रिल रॉड धागे)।
टैपर किए गए रॉड्स के लिए चुनौतियाँ:
कॉइल डिज़ाइन: टेपर के साथ लगातार तापमान बनाए रखने के लिए सटीक कॉइल संरेखण की आवश्यकता होती है।
परिवर्ती केस गहराई: पतले अनुभाग अधिक गर्म हो सकते हैं; स्वचालित कॉइल गति या परिवर्तनीय शक्ति सेटिंग्स इससे निपट सकती हैं।
पश्चात उपचार:
ईडी करंट परीक्षण केस गहराई की समानता को सत्यापित करने के लिए।
अतिरिक्त विचार
पूर्व उपचार:
मशीनिंग के बाद अवशिष्ट तनाव को कम करने के लिए तनाव मुक्त करने वाली ऐनीलिंग।
ग्रेन संरचना को समान हार्डनिंग के लिए परिष्कृत करने के लिए सामान्यीकरण।
वैकल्पिक तरीके:
नाइट्राइडिंग: न्यूनतम विरूपण के लिए कम तापमान की सतह कठोरता (500°C)।
ऑस्टेम्परिंग: वार्पिंग को कम करने के लिए एक नमक बाथ में रुक-रुककर ठंडा करना।
सामग्री विशेष:
उच्च कार्बन स्टील कठोरता को प्राथमिकता देते हैं; मिश्र धातु स्टील (जैसे, 4140) toughness और पहनने के प्रतिरोध के बीच संतुलन बनाते हैं।
सही विधि का चयन करके और प्रक्रिया पैरामीटर (जैसे, कूलिंग माध्यम, कॉइल गति) को नियंत्रित करके, तिरछे ड्रिल रॉड न्यूनतम विकृति के साथ optimal प्रदर्शन प्राप्त कर सकते हैं। पोस्टट्रीटमेंट निरीक्षण भौगोलिक अखंडता और यांत्रिक गुणों को सुनिश्चित करने के लिए महत्वपूर्ण है।