Méthodes de traitement thermique pour barres de forage coniques
Le traitement thermique des tiges de forage coniques est crucial pour garantir qu'elles possèdent la dureté, la ténacité et la résistance à l'usure nécessaires pour les applications de forage. La géométrie conique introduit des défis tels que des taux de refroidissement inégaux et une déformation potentielle. Voici deux méthodes de traitement thermique principales adaptées aux tiges de forage coniques, ainsi que des considérations clés :

1. Trempe et revenu
Étapes du processus :
1. Austenitisation :Chauffez uniformément toute la tige à la température d’austénitisation (par exemple, 830–870°C pour l'acier 4140).
2. Trempe :Refroidir rapidement dans l'huile (préféré à l'eau pour minimiser le stress thermique) pour former de la martensite.
3. Tempérage :Réchauffez à 400–600 °C pour réduire la fragilité et atteindre un équilibre entre dureté et ténacité.
Avantages :
Fournit une dureté et une résistance de cœur uniformes.
Convient aux aciers à haute teneur en carbone ou alliés (par exemple, 4140, 4340).
Défis pour les barres coniques :
Refroidissement inégal : les sections plus épaisses refroidissent plus lentement, risquant des zones molles ou des déformations.
Atténuation : Utilisez un refroidissement à l'huile agité ou des agents de trempe en polymère pour un refroidissement contrôlé.
Post-traitement :
Un redressement peut être nécessaire si un gauchissement se produit.
Essai de dureté le long du cône (par exemple, échelle Rockwell C) pour garantir la cohérence.
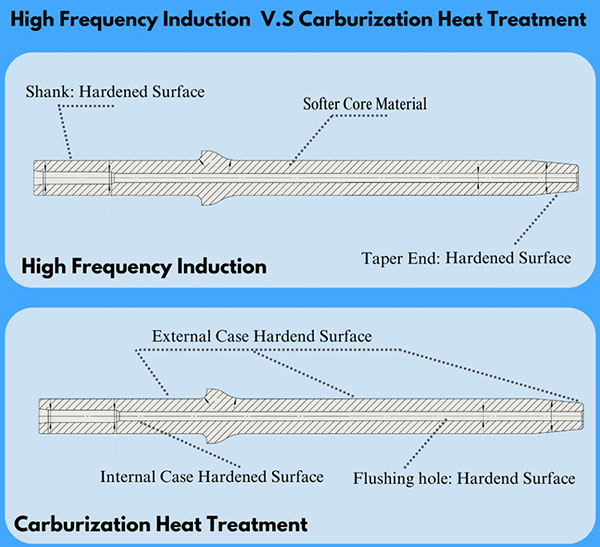
2. Durcissement par induction
Étapes du processus :
1. Chauffage localisé :Utilisez une bobine d'induction pour chauffer la surface conique à la température d'austénitisation.
2. Trempe :Trempe par pulvérisation immédiate (eau ou polymère) pour durcir la surface.
3. Tempérage :Trempe à basse température (150–200 °C) pour soulager les contraintes.
Avantages :
Durcit seulement la surface, préservant un noyau solide.
Minimise la déformation par rapport au durcissement complet.
Idéal pour les applications nécessitant des surfaces résistantes à l'usure (par exemple, les filetages de tige de forage).
Défis des barres coniques :
Conception de bobine : Nécessite un alignement précis de la bobine pour maintenir un chauffage cohérent le long du cône.
Profondeur de cas variable : Des sections plus minces peuvent surchauffer ; un mouvement automatisé de la bobine ou des réglages de puissance variables peuvent y remédier.
Post-traitement :
Essai par courant de Foucault pour vérifier l'uniformité de la profondeur de la coque.
Considérations supplémentaires
Prétraitement :
Détente par recuit après usinage pour réduire les contraintes résiduelles.
Normalisation pour affiner la structure du grain pour un durcissement cohérent.
Méthodes alternatives :
Nitruration : durcissement de surface à basse température (500 °C) pour une distorsion minimale.
Austempering : Trempe interrompue dans un bain de sel pour réduire la déformation.
MatérielSpécifique:
Les aciers à forte teneur en carbone privilégient la dureté ; les aciers alliés (par exemple, 4140) équilibrent la ténacité et la résistance à l'usure.
En sélectionnant la méthode appropriée et en contrôlant les paramètres du processus (par exemple, le milieu de trempe, la vitesse de la bobine), les tiges de forage coniques peuvent atteindre des performances optimales avec une distorsion minimale. L'inspection post-traitement est essentielle pour garantir l'intégrité géométrique et les propriétés mécaniques.