Comparaison des technologies de presse à froid et de estampage à chaud pour les forets de roche
Technologie de pressage à froid
Principe : Atteint une précision dimensionnelle et un collage par pression mécanique (500-1 500 MPa) à température ambiante, en utilisant des moules de haute précision et des presses hydrauliques pour presser du carbure de tungstène (WC) ou d'autres matériaux résistants à l'usure dans des fentes pré-usinées de la matrice de la mèche.
Avantages :
1. Coût d'équipement faible
• Nécessite des presses hydrauliques standard et des moules, réduisant les dépenses d'investissement.
2. Compatibilité de la géométrie complexe
• Permet la fabrication précise de rainures en spirale, de trous d'évacuation de chips et de profils non circulaires.
3. Haute efficacité de production
• Temps de cycle court (15-30 minutes par pièce) adapté à la production en série et aux commandes personnalisées.
4. Conservation de l'énergie
• Élimine la consommation d'énergie thermique et les émissions de CO₂.
5. Polyvalence du Matériau de Matrice
• Adapté aux aciers à faible teneur en carbone, aux fontes ductiles et à d'autres matrices sensibles à la chaleur pour prévenir la déformation thermique.

Inconvénients :
1. Force de liaison limitée
• L'interlocking mécanique fournit une résistance de liaison de 200 à 500 MPa, susceptible d'échouer sous des conditions à fort impact/vibrations.
2. Résistance à l'usure réduite
• La concentration de stress localisée entraîne une usure rapide des bords dans des environnements abrasifs.
3. Problèmes de stabilité dimensionnelle
• L'usure du moule peut entraîner des tolérances dépassant ±0,05 mm pour les caractéristiques critiques.
Scénarios d'application :
• Forage de roches tendres à moyennement dures (calcaire, grès) dans des trous peu profonds (<300 m de profondeur);
• Applications nécessitant un remplacement fréquent des bits (par exemple, les opérations minières à petite échelle);
• Projets soumis à des contraintes budgétaires avec des exigences de performance modérées.
Technologie de marquage à chaud
Principe : Utilise un traitement à haute température (>800°C) pour ramollir le matériau de matrice, permettant un couplage métallurgique avec les inserts en carbure de tungstène par liaison par diffusion ou brasage sous vide.
Avantages :
1. Force d'adhérence supérieure
• L'intégration métallurgique atteint une résistance de liaison dépassant 1 000 MPa, adaptée au forage de trous profonds sous des charges extrêmes.
2. Stabilité à haute température
• Fonctionne de manière fiable à des températures allant jusqu'à 1 200 °C avec une oxydation minimale des composants en WC.
3. Longue durée de vie
• Taux d'usure réduit de 300 à 500 % par rapport aux mors pressés à froid dans les formations de roche dure.
4. Résistance aux vibrations
• Une microstructure homogène minimise les fissures de fatigue sous charge cyclique.
Inconvénients :
1. Contrôle de processus complexe
• Nécessite une régulation précise de la température (tolérance de ±5°C) et un contrôle de l’atmosphère (protection à l’argon/azote).
2. Coûts de production élevés
• Consommation d'énergie pour le chauffage (15-20 kWh par lot) et amortissement des équipements spécialisés.
3. Risques de Distorsion Thermique
• Le décalage du coefficient d'expansion du matériau de la matrice peut provoquer un écart angulaire (>0,1°) pendant le refroidissement.
4. Limitations des matériaux
• Non adapté aux aciers à haute teneur en carbone ou aux alliages de titane en raison de la fragilisation intergranulaire lors du chauffage.
Scénarios d'application :
• Exploration en profondeur (pétrole/gaz, forage géothermique) avec des profondeurs dépassant 1 000 m ;
• Forage de roches à haute dureté (granite, basalte) dans l'exploitation minière et le creusement de tunnels;
• Outils de forage de précision pour machines rotatives à percussion nécessitant un taux d'usure de mèche <5 %.

Guide de comparaison technique et de sélection
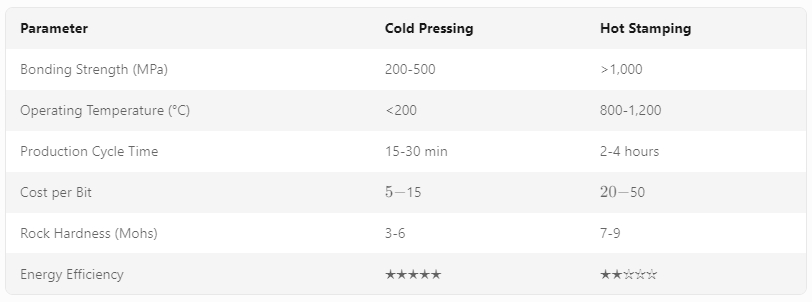
Recommandations de sélection :
• Choisissez le pressage à froid pour les opérations à trou peu profond dans les roches tendres avec des contraintes budgétaires.
• Optez pour le estampage à chaud dans des formations à trous profonds et à haute dureté nécessitant une durée de vie des forets >200 heures.
Tendances de développement futur
1. Fabrication hybride : Combinaison de la estampage à chaud avec un traitement thermique post-pressage pour renforcer la résistance des liaisons tout en réduisant la distorsion thermique.
2. Matériaux avancés : Adoption de matrices à base de titane (Ti-6Al-4V) pour le formage à chaud afin d'améliorer la résistance à la corrosion et la durée de vie en fatigue.
3. Intégration de l'automatisation : optimisation des processus pilotée par l'IA pour un ajustement des paramètres en temps réel dans les presses hydrauliques et les fours à vide.
4. Revêtements nanostructurés : Dépôt de films de carbone émoussé (DLC) ou de nitride de titane (TiN) sur des inserts en WC pour réduire l'usure abrasive de 40 à 60 %.



