3 méthodes d'insertion de boutons en carbure pour mèches à boutons
Les forets à boutons démontrent leur supériorité unique dans l'exploitation minière, le concassage de pierres, les forages d'eau, la construction et d'autres domaines. L'insertion des boutons en carbure dans le foret à boutons est cruciale, étant un facteur significatif affectant la qualité et la durée de vie du foret à boutons.
Il existe trois méthodes pour insérer des boutons en carbure : le brasage au cuivre, le pressage à froid et le pressage à chaud.

1. Brasage du cuivre
Le brasage au cuivre est la première méthode d'insertion des boutons en carbure, déterminant principalement la taille du trou et du bouton en carbure en fonction de l'espace pendant le brasage. Selon la structure de la jupe du foret, des trous pour les boutons correspondants sont percés dans la jupe du foret, puis les boutons en carbure sont soudés dans la jupe du foret à l'aide de techniques de brasage au cuivre ou à l'argent.
Cette méthode ne nécessite pas une grande précision pour le perçage ou la taille du bouton. Pendant le brasage, le matériau de brasage est placé au fond du bouton en carbure, avec un peu de flux saupoudré sur la surface du bouton en carbure. Le matériau de brasage diffuse complètement dans des conditions dépourvues d'oxygène, formant une soudure dense, uniforme et pleine. Le trou supporte uniquement les contraintes radiales et tangentielle causées par le rétrécissement de condensation de la soudure, sans contrainte axiale de traction ou de compression. De plus, cette couche de matériau de brasage peut retarder l'impact lors du forage dans la roche, évitant ainsi les inconvénients d'un ajustement par interférence.
Cependant, les températures élevées pendant le soudage imposent des contraintes thermiques, pouvant causer des défauts et la propagation de micro-fissures dans l'alliage pauvre en cobalt, ainsi qu'une dureté réduite (de HRC 0,5 à 0,8) et une résistance à la flexion (de 8 % à 20 %) du carbure. La formation d'une couche d'oxyde à la surface du bouton d'alliage rend le bouton de carbure sujet à la fracture.
Actuellement, cette méthode est principalement utilisée pour des bits à usage unique, tels que les bits de tirage de haut-fourneau et les bits d'ancrage.
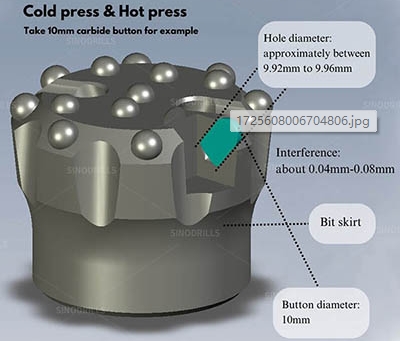
2. Presse à froid contre presse à chaud
Le pressage à froid et le pressage à chaud utilisent tous deux un ajustement par interférence pour fixer les boutons en carbure, et l'interférence est généralement comprise entre 0,04 mm et 0,08 mm. Les facteurs influençant l'interférence incluent, mais ne se limitent pas à :
1. Matériel de jupe de foret;
2. Processus de traitement thermique de la jupe;
3. Diamètre des boutons en carbure ;
4. L'équipement pour insérer des boutons en carbure dans la jupe du trépan.
Le pressage à froid se fait à température ambiante, sans nécessiter de chauffer la tige de forage, en utilisant directement un marteau hydraulique pour enfoncer fermement les dents en carbure dans la tige de forage.
Ce processus a un coût de production inférieur mais manque de stabilité.
Une sélection inappropriée de l'interférence peut augmenter considérablement la force de pressage, causant parfois des dommages au carbure et au trou. Même avec une interférence adéquate, les contraintes tangentielle, axiale et radiale subies par le bouton en carbure sous des charges lourdes peuvent accélérer l'expansion des défauts existants, entraînant des dommages prématurés aux boutons en carbure.
La durée de vie globale des forets à boutons à pression à froid est limitée, en particulier au cours de la dernière étape de forage des forets à boutons, et des problèmes tels que le déboîtement des boutons ou leur casse sont courants.
Le bit à bouton pressé à froid est généralement utilisé pour des formations rocheuses plus douces et moins abrasives, et les forets à ancre de haute qualité utilisent souvent cette méthode.
Contrairement au pressage à froid, le processus de pressage à chaud tire parti du principe d'expansion et de contraction thermique. Il consiste à chauffer le jupette de la mèche à une certaine température, généralement entre 200 °C et 500 °C, pour augmenter le diamètre des trous de bouton. Ensuite, le bouton en carbure est inséré dans le trou et contracté physiquement pour intégrer étroitement les boutons avec la jupette de la mèche.
Cette méthode ne nécessite pas de pression, ou seulement une pression minimale, évitant ainsi ou réduisant l'impact sur la performance des boutons en carbure, ce qui la rend plus efficace pour maintenir les propriétés originales des boutons en carbure.
Le pressage à chaud est actuellement la meilleure et la méthode dominante pour l'insertion de boutons en carbure. Les forets à boutons pressés à chaud ont une meilleure résistance à l'usure, une dureté plus élevée et une stabilité supérieure, ce qui les rend adaptés aux formations rocheuses très dures et fortement abrasives.
En tant que premier exportateur d'outils de forage rocheux en Chine, les mèches à boutons filetés et les mèches à boutons de fond de trou de Sinodrills sont toutes pressées à chaud, offrant une longue durée de vie, une meilleure résistance à l'usure et une excellente stabilité !



