Métodos de Tratamiento Térmico para Barros de Perforación Cónicos
El tratamiento térmico de las varillas de perforación cónicas es crucial para asegurar que posean la dureza, tenacidad y resistencia al desgaste necesarias para aplicaciones de perforación. La geometría cónica presenta desafíos como tasas de enfriamiento desiguales y potenciales deformaciones. A continuación se presentan dos métodos principales de tratamiento térmico adaptados para varillas de perforación cónicas, junto con consideraciones clave:

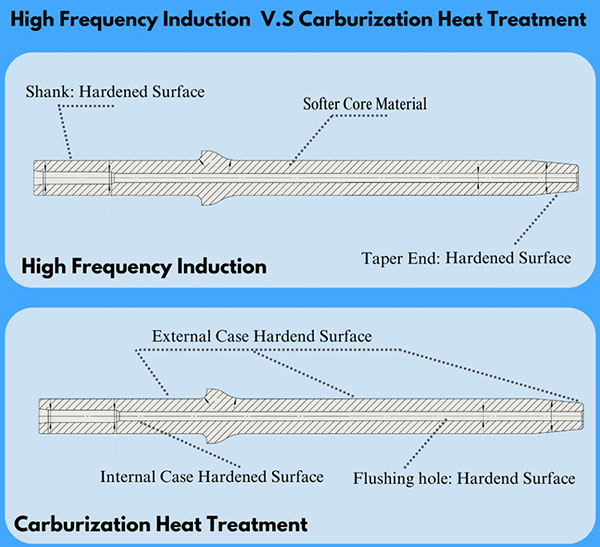
1. Endurecimiento y Temple
Pasos del proceso:
1. Austenitización:Caliente toda la barra uniformemente a la temperatura de austenización (por ejemplo, 830–870°C para el acero 4140).
2. Temple:Enfríe rápidamente en aceite (preferido sobre agua para minimizar el estrés térmico) para formar martensita.
3. Templado:Vuelva a calentar a 400–600 °C para reducir la fragilidad y lograr un equilibrio entre dureza y tenacidad.
Beneficios:
Proporciona una dureza y resistencia uniforme en el núcleo.
Apropiado para aceros de alto carbono o aleaciones (por ejemplo, 4140, 4340).
Desafíos para las Varillas Cónicas:
Enfriamiento desigual: Las secciones más gruesas se enfrían más lentamente, lo que arriesga puntos blandos o distorsión.
Mitigación: Utilice enfriamiento por aceite agitado o líquidos de enfriamiento a base de polímeros para un enfriamiento controlado.
Post-tratamiento:
Se puede requerir rectificación si ocurre deformación.
Pruebas de dureza a lo largo del cono (por ejemplo, escala Rockwell C) para asegurar la consistencia.
2. Endurecimiento por inducción
Pasos del proceso:
1. Calentamiento Localizado:Utiliza una bobina de inducción para calentar la superficie cónica a la temperatura de austenitización.
2. Temple:Enfriamiento por pulverización inmediata (agua o polímero) para endurecer la superficie.
3. Templado:Templado a baja temperatura (150–200°C) para aliviar tensiones.
Beneficios:
Endurece solo la superficie, preservando un núcleo resistente.
Minimiza la distorsión en comparación con el endurecimiento completo.
Ideal para aplicaciones que requieren superficies resistentes al desgaste (por ejemplo, hilos de varilla de perforación).
Desafíos para Varillas Conicas:
Diseño de la bobina: Requiere una alineación precisa de la bobina para mantener un calentamiento constante a lo largo del cono.
Profundidad de la caja variable: Secciones más delgadas pueden sobrecalentarse; el movimiento automatizado de bobinas o configuraciones de potencia variables pueden abordar esto.
Post-tratamiento:
Pruebas de corrientes Eddy para verificar la uniformidad de la profundidad del case.
Consideraciones adicionales
Pretratamiento:
Alivio de estrés mediante recocido después del mecanizado para reducir tensiones residuales.
Normalización para refinar la estructura del grano para un endurecimiento consistente.
Métodos Alternativos:
Nitruración: Endurecimiento superficial a baja temperatura (500 °C) para mínima distorsión.
Austemperado: Enfriamiento interrumpido en un baño de sal para reducir la deformación.
MaterialEspecífico:
Los aceros de alto carbono priorizan la dureza; los aceros aleados (por ejemplo, 4140) equilibran la tenacidad y la resistencia al desgaste.
Al seleccionar el método apropiado y controlar los parámetros del proceso (por ejemplo, medio de enfriamiento, velocidad de la bobina), las varillas de perforación cónicas pueden lograr un rendimiento óptimo con una deformación mínima. La inspección postratamiento es crítica para garantizar la integridad geométrica y las propiedades mecánicas.