Comparación de las tecnologías de prensado en frío y estampado en caliente para brocas de perforación en roca
Tecnología de Prensado en Frío
Principio: Logra precisión dimensional y unión a través de presión mecánica (500-1,500 MPa) a temperatura ambiente, utilizando moldes de alta precisión y prensas hidráulicas para prensar carburo de tungsteno (WC) u otros materiales resistentes al desgaste en ranuras pre-maquinadas de la matriz de la broca.
Ventajas:
1. Bajo costo de equipo
• Requiere prensas hidráulicas y moldes estándar, reduciendo el gasto de capital.
2. Compatibilidad de Geometría Compleja
• Permite la fabricación precisa de ranuras en espiral, orificios de evacuación de virutas y perfiles no circulares.
3. Alta Eficiencia de Producción
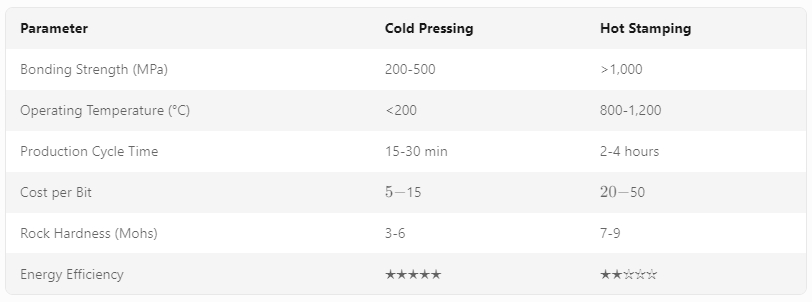
• Ciclo de tiempo corto (15-30 minutos por pieza) adecuado para la producción en lotes y pedidos personalizados.
4. Conservación de la Energía
• Elimina el consumo de energía térmica y las emisiones de CO₂.
5. Versatilidad del Material de la Matriz
• Adecuado para acero de bajo carbono, hierro dúctil y otras matrices sensibles al calor para prevenir distorsiones térmicas.

Desventajas:
1. Resistencia de unión limitada
• El entrelazado mecánico proporciona una resistencia de unión de 200-500 MPa, propensa a fallos bajo condiciones de alto impacto/vibración.
2. Resistencia al desgaste reducida
• La concentración de estrés localizada conduce al desgaste rápido de los bordes en entornos abrasivos.
3. Problemas de Estabilidad Dimensional
• El desgaste del molde puede causar tolerancias que superen ±0.05 mm para características críticas.
Escenarios de Aplicación:
• Perforación de roca blanda a media dura (caliza, arenisca) en agujeros poco profundos (<300 m de profundidad);
• Aplicaciones que requieren un reemplazo frecuente de bits (por ejemplo, operaciones mineras a pequeña escala);
• Proyectos con restricciones de presupuesto y requisitos de rendimiento moderados.
Tecnología de Estampado en Caliente
Principio: Utiliza un procesamiento a alta temperatura (>800°C) para ablandar el material de la matriz, lo que permite la unión metalúrgica con los insertos de WC a través de la unión por difusión o el soldadura al vacío.
Ventajas:
1. Fuerza de Adhesión Superior
• La integración metalúrgica logra una resistencia de unión que supera los 1,000 MPa, adecuada para perforaciones en agujeros profundos bajo cargas extremas.
2. Estabilidad a alta temperatura
• Funciona de manera confiable a temperaturas de hasta 1,200 °C con mínima oxidación de los componentes de WC.
3. Larga vida útil
• Reducción de la tasa de desgaste en un 300-500% en comparación con brocas prensadas en frío en formaciones de roca dura.
4. Resistencia a la vibración
• La microestructura homogénea minimiza las fisuras por fatiga bajo cargas cíclicas.
Desventajas:
1. Control de Procesos Complejos
• Requiere una regulación precisa de la temperatura (tolerancia de ±5°C) y control de la atmósfera (escudo de argón/nitrógeno).
2. Altos costos de producción
• Consumo de energía para calefacción (15-20 kWh por lote) y depreciación de equipos especializados.
3. Riesgos de Distorsión Térmica
El desajuste del coeficiente de expansión del material de la matriz puede causar una desviación angular (>0.1°) durante el enfriamiento.
4. Limitaciones de Material
• No apto para aceros de alto carbono o aleaciones de titanio debido a la fragilización intercristalina durante el calentamiento.
Escenarios de Aplicación:
• Exploración de pozos profundos (petróleo/gas, perforación geotérmica) con profundidades que superan los 1,000 m;
• Perforación de rocas de alta dureza (granito, basalto) en minería y túneles;
• Herramientas de perforación de precisión para máquinas rotativas-percutoras que requieren una tasa de desgaste de broca <5%.

Guía de Comparación y Selección Técnica
Recomendaciones de selección:
• Elija el prensado en frío para operaciones de agujeros superficiales en rocas suaves con restricciones presupuestarias.
• Optar por el estampado en caliente en formaciones de agujeros profundos y alta dureza que requieran vidas útiles de brocas >200 horas.
Tendencias de Desarrollo Futuro
1. Fabricación híbrida: Combinando el estampado en caliente con el tratamiento térmico posterior para mejorar la resistencia de unión mientras se reduce la distorsión térmica.
2. Materiales Avanzados: Adopción de matrices a base de titanio (Ti-6Al-4V) para el moldeo por estampado en caliente con el fin de mejorar la resistencia a la corrosión y la vida en fatiga.
3. Integración de Automatización: Optimización de procesos impulsada por IA para el ajuste de parámetros en tiempo real en prensas hidráulicas y hornos de vacío.
4. Recubrimientos nanoestructurados: Depósito de películas de carbono similar al diamante (DLC) o nitruro de titanio (TiN) en insertos de WC para reducir el desgaste abrasivo en un 40-60%.



