3 métodos de inserción de botones de carburo para brocas de botón
Los bits de botón demuestran su singular superioridad en minería, canteras, pozos de agua, construcción y otras áreas. La inserción de los botones de carburo en el bit de botón es crucial, siendo un factor significativo que afecta la calidad y la vida útil del bit de botón.
Hay tres métodos para insertar botones de carburo: soldadura por cobre, prensado en frío y prensado en caliente.

1. Soldadura de cobre
El soldado de cobre es la forma más antigua de insertar botones de carburo, determinando principalmente el tamaño del agujero y del botón de carburo en función de la separación durante la soldadura. De acuerdo con la estructura de la falda del trépano, se perforan agujeros correspondientes para los botones en la falda del trépano, y luego los botones de carburo se sueldan en la falda del trépano utilizando técnicas de soldadura de cobre o plata.
Este método no requiere alta precisión para el taladrado o el tamaño del botón. Durante el soldado, el material de soldadura se coloca en la parte inferior del botón de carburo, con un poco de fundente esparcido sobre la superficie del botón de carburo. El material de soldadura se difunde completamente en una condición libre de oxígeno, formando una soldadura densa, uniforme y completa. El agujero solo soporta las tensiones radiales y tangenciales causadas por la contracción de condensación de la soldadura, sin tensiones axiales de tracción o compresión. Además, esta capa de material de soldadura puede retrasar el impacto durante la perforación en roca, evitando así las desventajas del ajuste por interferencia.
Sin embargo, las altas temperaturas durante la soldadura imponen tensiones térmicas, lo que puede causar defectos y propagación de microgrietas en la aleación de bajo cobalto, así como una reducción de la dureza (en HRC 0.5-0.8) y la resistencia a la flexión (del 8% al 20%) del carburo. La formación de una capa de óxido en la superficie del botón de aleación hace que el botón de carburo sea propenso a la fractura.
Actualmente, este método se utiliza principalmente para brocas de botón de uso único, como brocas para el desagüe de altos hornos y brocas de anclaje.
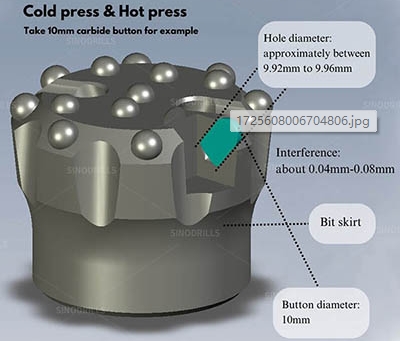
2. Prensa en frío V.S prensa en caliente
La prensa en frío y la prensa en caliente utilizan ambos ajuste por interferencia para fijar los botones de carburo, y la interferencia generalmente está entre 0.04 mm y 0.08 mm. Los factores que influyen en la interferencia incluyen, pero no se limitan a:
1. Material de falda de broca;
2. Proceso de tratamiento térmico de la falda;
3. Diámetro de los botones de carburo;
4. El equipo para insertar botones de carburo en la falda del barreno.
La prensa en frío se realiza a temperatura ambiente, sin necesidad de calentar la broca de botones, utilizando directamente un martillo hidráulico para presionar firmemente los botones de carburo en la broca.
Este proceso tiene un costo de producción más bajo pero carece de estabilidad.
La selección incorrecta de la interferencia puede aumentar significativamente la fuerza de presión, a veces causando daños en el carburo y en el agujero. Incluso con una interferencia adecuada, las tensiones tangenciales, axiales y radiales que experimenta el botón de carburo bajo cargas pesadas pueden acelerar la expansión de defectos existentes, lo que conduce a daños prematuros en los botones de carburo.
La duración total de los bits de botón prensados en frío es limitada, especialmente en la etapa de perforación tardía de los bits de botón, y problemas como el despegue de botones o roturas son comunes.
El bit de botón de prensado en frío se utiliza generalmente para formaciones rocosas más suaves y menos abrasivas, y los bits de anclaje de gama alta a menudo utilizan este método.
A diferencia del prensado en frío, el proceso de prensado en caliente aprovecha el principio de expansión y contracción térmica. Implica calentar la falda del broca a una cierta temperatura, típicamente entre 200 °C y 500 °C, para expandir el diámetro de los agujeros de la cabeza. Luego, se inserta el botón de carburo en el agujero y se contrae físicamente para integrar los botones de manera ajustada con la falda del broca.
Este método no requiere presión, o solo una presión mínima, evitando o reduciendo así el impacto en el rendimiento de los botones de carburo, haciéndolo más efectivo para mantener las propiedades originales de los botones de carburo.
El prensado en caliente es actualmente el mejor y más común método para insertar botones de carburo. Las brocas de botones prensadas en caliente tienen una mejor resistencia al desgaste, mayor dureza y estabilidad superior, adecuadas para formaciones rocosas muy duras y altamente abrasivas.
Como el principal exportador de herramientas de perforación de roca en China, los bits de botón roscados y los bits de botón de fondo de hoyo de Sinodrills son todos prensados en caliente, ofreciendo una larga vida útil, mayor resistencia al desgaste y excelente estabilidad.



