3 طرق لإدخال زر الكربيد لبتات الأزرار
تظهر رؤوس الأزرار تفوقها الفريد في التعدين، والمحاجر، وآبار المياه، والبناء، ومجالات أخرى. إن إدخال كتل الكربيد في رأس الزر يعد أمرًا حاسمًا، حيث إنه عامل مهم يؤثر على جودة وعمر رأس الزر.
هناك ثلاث طرق لتركيب زرّات الكربيد: اللحام بالنحاس، والضغط البارد، والضغط الساخن.

1. لحام النحاس
لحام النحاس هو أول طريقة لإدخال زر الكربيد، حيث يتم تحديد حجم الفتحة وزر الكربيد بناءً على الفجوة أثناء اللحام. وفقًا لبنية تنورة البت، يتم حفر فتحات الزر المقابلة في تنورة البت، ثم يتم لحام زرات الكربيد في تنورة البت باستخدام تقنيات لحام النحاس أو الفضة.
هذه الطريقة لا تتطلب دقة عالية لحجم الثقب أو الزر. أثناء اللحام، يتم وضع مادة اللحام في أسفل زر الكربيد، مع تلقيح بعض الفلكس على سطح زر الكربيد. تتوزع مادة اللحام بالكامل في حالة خالية من الأكسجين، مكونةً لحامًا كثيفًا وموحدًا وكاملًا. الثقب يتحمل فقط الضغوط الشعاعية والمماسية الناتجة عن تقلص لحام التكثيف، دون أي ضغط شد أو ضغط محوري. بالإضافة إلى ذلك، يمكن أن تؤخر هذه الطبقة من مادة اللحام تأثير الضربات أثناء حفر الصخور، مما يتجنب عيوب التناسب التدخل.
ومع ذلك، فإن درجات الحرارة العالية أثناء اللحام تفرض ضغوطًا حرارية، مما قد يتسبب في عيوب وانتشار الميكروتشقوق في سبيكة الكوبالت المنخفض، فضلاً عن تقليل الصلابة (بمقدار HRC 0.5-0.8) وقوة الانحناء (بنسبة 8%-20%) من الكاربيد. إن تكوين طبقة أكسيد على سطح زر السبيكة يجعل زر الكاربيد عرضة للكسر.
حالياً، تُستخدم هذه الطريقة بشكل رئيسي لقطع الزر المفردة، مثل قطع بصم الخرسانة وقطع المراسي.
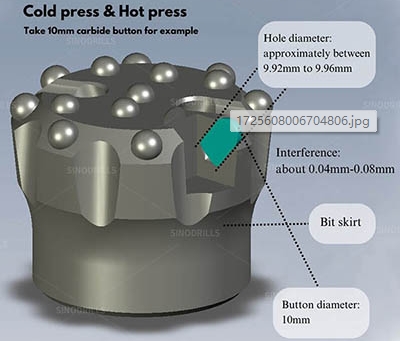
2. الضغط البارد مقابل الضغط الساخن
يستخدم كل من الضغط البارد والضغط الساخن التداخل لتثبيت زرّات الكاربيد، وعادة ما يتراوح التداخل بين 0.04 مم و 0.08 مم. تشمل العوامل المؤثرة في التداخل، ولكنها لا تقتصر على:
1. مادة تنورة رأس الحفر؛
عملية معالجة الحرارة للتنورة؛
قطر أزرار الكربيد؛
4. المعدات لإدخال زرائد الكربيد في تنورة البت.
الضغط البارد يتم عند درجة حرارة الغرفة، دون الحاجة لتسخين رأس الزر، حيث يتم استخدام مطرقة هيدروليكية مباشرة للضغط على زر الكربيد بإحكام في رأس الزر.
هذه العملية لديها تكلفة إنتاج أقل لكنها تفتقر إلى الاستقرار.
اختيار التداخل غير الصحيح يمكن أن يزيد بشكل كبير من قوة الضغط، مما يتسبب أحيانًا في تلف كربيد التنغستن والثقب. حتى مع وجود تداخل مناسب، فإن الضغوط المماسية والمحورية والشعاعية التي يتعرض لها زر كربيد التنغستن تحت الأحمال الثقيلة يمكن أن تسارع في توسيع العيوب الموجودة، مما يؤدي إلى تلف مبكر لأزرار كربيد التنغستن.
العمر الافتراضي الكلي لقطع الزر المضغوط على البارد محدود، خاصة في مرحلة الحفر المتأخرة لقطع الزر، وتكون مشاكل مثل خروج الأزرار أو الكسر شائعة.
تستخدم مثاقب زر الضغط البارد بشكل عام لتشكيلات الصخور الأكثر نعومة والأقل احتكاكًا، وغالبًا ما تستخدم مثاقب الربط عالية الجودة هذه الطريقة.
على عكس الضغط البارد، تستفيد عملية الضغط الساخن من مبدأ التمدد والانكماش الحراري. تتضمن تسخين الجوانب الخارجية للبت إلى درجة حرارة معينة، وعادةً ما تكون بين 200 درجة مئوية و 500 درجة مئوية، لتوسيع قطر ثقوب الأزرار. بعد ذلك، يتم إدخال زر الكربيد في الثقب ويتم انكماشه جسديًا لدمج الأزرار بشكل محكم مع جوانب البت.
لا تتطلب هذه الطريقة ضغطًا، أو تحتاج فقط إلى ضغط ضئيل، مما يؤدي إلى تجنب أو تقليل التأثير على أداء زرّات الكربيد، مما يجعلها أكثر فعالية في الحفاظ على الخصائص الأصلية لزرّات الكربيد.
الضغط الساخن هو حالياً الطريقة الأفضل والرائجة لإدخال زر الصلب. تتميز قطع الزر المضغوطة ساخنًا بمقاومة تآكل أفضل، وصلابة أعلى، واستقرار فائق، مما يجعلها مناسبة لتشكيلات الصخور الصلبة جداً والعالية التآكل.
كونها المصدر الرائد لأدوات الحفر في الصخور في الصين، فإن رؤوس الحفر الملولبة ورؤوس الحفر السفلية من سينودريلز تتميز جميعها بالضغط الساخن، مما يوفر عمر خدمة طويل ومقاومة تآكل أفضل واستقرار ممتاز!



